-
1 для этого
for thatБольшой англо-русский и русско-английский словарь > для этого
-
2 для этого случая
Большой англо-русский и русско-английский словарь > для этого случая
-
3 для
предл.;
(кого-л./чего-л.)
1) for я сделаю это для вас ≈ I will do it for you для чего? ≈ what for?;
wherefore? книга для детей ≈ a book for children вагон для курящих ≈ smoking carriage очень тепло для зимы ≈ it is very warm for a winter day
2) (по отношению к) to это для него ничего не значит ≈ it is nothing to him непроницаемый для воды ≈ impervious to water, waterproof
3) (выражение цели) to (делать что-л.) он приехал сюда для изучения языка ≈ he came here to study the language ∙ для того чтобы
1. for;
он это сделает ~ неё he will do it for her;
2. (по отношению к) to, for;
полезно ~ детей good* for children;
~ него этo типично that`s typical of him;
3. (с целью) for, for the purpose of (+ -ing) ;
~ изучения for the purpose of studying;
не ~ (э) того that`s not what... for;
я не ~ этого пришёл сюда that`s not what I`ve come here for;
~ того, чтобы (перед инф.) (in order) to;
(перед подлежащим или дополнением) in order that, so that;
~ того, чтобы мы поняли это in order that we should understand it, to make us understand it;
~ чего? why?, what for?;
~ чего это? what`s it for? -
4 to that end
Англо-русский словарь нефтегазовой промышленности > to that end
-
5 to the effect
Большой англо-русский и русско-английский словарь > to the effect
-
6 to this effect
Англо-русский словарь нефтегазовой промышленности > to this effect
-
7 pro hac vice
-
8 counter ceiling
потолок подвесной
Потолок, прикрепляемый к перекрытию на подвесках
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
подвесной потолок
фальшпотолок
навесной потолок
Потолок, состоящий из съемных и взаимозаменяемых панелей, который создает область между декоративной поверхностью и структурой над ней.
(ISO/IEC 11801)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
Устройство подвесного потолка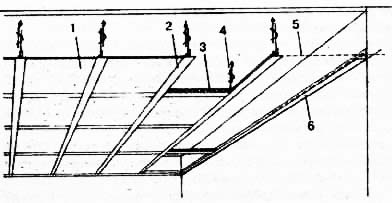
Устройство подвесных потолков: 1 — гипсоволоконные плиты; 2 — направляющие Т-профили; 3 — промежуточные Т-профили; 4 — подвески с регулируемыми пластинами; 5 — уровень чистого потолка; 6 — пристенный уголокМонтируя подвесной потолок, сначала производят сборку направляющих профилей. В комплект подвесного потолка входит два вида профилей ( пристенный уголок и Т-образный профиль), а также вертикальные подвески и регулировочные пружинные пластины.
Сначала потолок очищают от грязи, пыли и проводят разметку. С помощью гибкого уровня провешивают и отмечают линию горизонта чистого потолка. Отмечают на всех стенах по периметру потолка точки уровня, а затем соединяют все точки сплошной линией.
Далее проводят разбивку потолка. Так как стандартный размер гипсовых и гипсоволоконных плит 60x60 см, то разметку крепления направляющих профилей проводят на расстоянии 60 см друг от друга. Сначала на полу комнаты проводят черновую раскладку плит, чтобы определять количество плит, помещающихся по длине и ширине комнаты. Если количество плит оказывается целое, то разметку на потолке начинают, отступив от стены на расстояние 60 см. Если же количество плит — дробное, то для симметричного их размещения на потолке первые разметки от стен делают на расстоянии, равном половине остатка длины или ширины комнаты. Например: длина комнаты 500 см, делим на размер плитки 60 см и получаем 8 целых плиток (480 см) и 20 см остатка. Делим остаток пополам, полученные 10 см и есть расстояние, на которое необходимо отступить от стены (по длине комнаты) для разметки первого направляющего профиля. Отметив эту точку (вверху стен1>1 у потолка), отмечают такое же расстояние на противоположной стене. Между этими точками натягивают шнур и вдоль шнура на расстоянии 100 см друг от друга в поверхности потолка просверливают отверстия для креплений профиля. Отступив от первого ряда на 60 см, снова натягивают шнур и вдоль него просверливают отверстия под крепежные аксессуары. Таким образом, передвигая шнур на 60 см от предыдущего размеченного ряда, размечают и высверливают отверстия на всей поверхности потолка. Для крепления пристенных уголков также высверливают в намеченных местах над линией уровня чистого потолка.
Следующим шагом в устройстве потолка будет закрепление пристенного уголка. Длина уголка 360 см, он имеет два ребра, одно из которых содержит многочисленные отверстия для крепления, а второе ребро с наружной стороны покрыто (декорировано) эмалью или винилом. Уголок крепят к стене декорированной стороной вниз. Если длина стены больше длины уголка, то уголок наращивают путем стыковки с отрезком уголка необходимой длины. В углах комнаты профили сопрягают, обрезав декоративное ребро под углом 45°. Раскрой профилей производят ножовкой по металлу. Прикручивают уголок к стенам с помощью шурупов, строго следя за совпадением лицевой стороны уголка с линией уровня чистого потолка.
Далее необходимо подвесить направляющие Т-образные профили. В высверленные отверстия в потолке забивают пластмассовые или деревянные пробки и вкручивают в них крюкообразные дюбеля. Собирают вертикальные подвески, вставляя их по двое в пружинную (Н-образную) пластину, причем с одной стороны вставляют прут-подвеску с петлей, а с другой стороны — подвеску с крюком. Подвеску в сборе петлей набрасывают на крюк дюбеля. Сначала цепляют крайние в ряду подвески, на крюки подвесок цепляют Т-образный профиль лицевой стороной вниз и регулируют с помощью пружинной пластины, поднимая или опуская ее, уровень профиля совмещая с уровнем пристенных уголков — лицевые плоскости уголка и профиля должны совпадать. Если расстояние от стены до стены в направляющих радах больше длины профиля, то второй конец профиля регулируют по высоте с помощью гибкого уровня. Недостающий кусок профиля наращивают, соединив в торец имеющимися на концах профилей замками-защелками.
Отрегулировав уровень профиля на концах, на дюбеля в этом ряду цепляют остальные промежуточные подвески и на их крюки подвешивают весь направляющий профиль. При помощи гибкого уровня проверяют уровень профиля по всей длине, и провисшие места поднимают с помощью регулировки вертикальных подвесок. Таким же способом подвешивают остальные направляющие профили. После подвешивания всех рядов направляющих профилей и окончательной проверки уровня потолка можно приступать к самой облицовке потолка.
В комплект подвесного потолка входят, кроме направляющих, еще промежуточные вставки Т-образного профиля. Длина их 60 см, и предназначены они для поперечного прокладывания между облицовочными плитками в каждом ряду. Поэтому, приступая к облицовке, необходимо приготовить для двух пристенных рядов не только неполномерные плитки, но и в соответствии с шириной этих рядов нарезать прокладочные профили. Для раскроя профилей используют ножовку по металлу, а для нарезки плиток из гипсоволокна — острый нож. Если в длину ряда также не помещается целое количество плиток, то крайние плитки в рядах нарезают, рассчитав остаток в ряду и поделив пополам. Например: длина ряда 350 см делится на 60 см и остаток, равный 50 см, делится на два — 25 см, это ширина всех краевых плиток в каждом ряду.
Укладку плиток начинают с угла комнаты. Берут краевую плитку первого ряда (если краевые ряды и краевые плитки неполномерные, она должна быть по расчетам взятого для примера помещения 10x25 см) и укладывают в углу комнаты, опирая двумя сторонами на уголок и третьей стороной — на направляющий профиль. К четвертой стороне плитки приставляют промежуточный профиль, оперев на пристенный уголок и направляющий профиль.
Следующую плитку укладывают впритык к промежуточному профилю, оперев тремя сторонами на уголок, на промежуточный профиль и на направляющий. Таким образом заполняют весь ряд неполномерными плитками и прокладывают промежуточными неполномерными профилями.
Последняя плитка в ряду должна быть, как и первая, самая маленькая по размеру. Следующие ряды заполняются полномерными плитками и прокладочными профилями и только краевые плитки в рядах неполномерные. Первые плитки последующих рядов опираются одной стороной на пристенный уголок, двумя сторонами — на направляющие профили, а четвертой — на приставленный к плитке промежуточный профиль. Остальные плитки опираются противоположными сторонами на направляющие и промежуточные профили.
Последний ряд, как и первый, собирается из неполномерных плиток и укороченных по ширине ряда промежуточных профилей. Некоторую трудность составляет укладка последней плитки в последнем ряду. Потолочный массив в конце сборки имеет определенное напряжение, и плитки последнего ряда устанавливаются на место впритирку. Поэтому имеет смысл уменьшить их в размере на 2-3 мм по длине и ширине.
Для устройства в подвесном потолке системы электрического освещения используют осветительные щиты с вмонтированными в них приборами освещения. Размеры щитов 60x60 см. Устанавливаются они в подвесном потолке в намеченном месте вместо облицовочных плит таким же способом, как и сами плиты.
[ http://www.helpmaste.ru/artcl-ustrvo_podvesnuh_potolkov.html]
Пожалуй, самыми популярными сегодня считаются подвесные потолки. Они позволяют:
– скрыть коммуникации, смонтированные на потолке, оставив при этом доступ к электрической проводке, вентиляционному и тепловому оборудованию и пр.;
– встраивать разнообразные осветительные приборы;
– устанавливать системы пожаротушения и вентиляционные решетки;
– выравнивать разноуровневый потолок;
– создавать разноуровневый потолок при изначально плоском базовом потолке;
– улучшать акустику помещений.
В современном строительстве широко используются потолки из минераловатных или минераловолокнистых плит.
Плиточные подвесные потолки состоят из каркаса и плит из мягкого или твердого минерального волокна толщиной 1,5 см и размерами 600 х 600 или 610 х 610 мм. В каталоге фирмы «Armstrong» имеются также плиты 600 х 1200 и 625 х 1250 мм. Однако в наличии они бывают не всегда, и чаще всего их приходится заказывать.
Каркас представляет собой набор металлических реек, соединенных между собой в модульную решетку.
Конструкция подвесного потолка состоит из следующих компонентов:
– несущий каркас из металлических труб, уголков, швеллеров и пр.;
– заполнение (плиты, рейки, листы и пр.).
В качестве несомых элементов подвесного потолка или его заполнения используют гипсовые плиты или ДСП, плиты «Акмигран» и «Акминит», плиты из металлических листов, асбестоцементные листы и др. Для устройства акустических подвесных потолков применяют минераловатные плиты, перфорированные гипсовые и металлические плиты, двуслойные плиты с лицевым перфорированным слоем из минераловатной плиты и ДВП.
Подвесные потолки бывают двух видов:
– плиточные;
– реечные.
Плиточные, в свою очередь, подразделяются на влагостойкие и невлагостойкие. Первые чаще всего используются в ванных комнатах, туалетах и на кухнях. Невлагостойкие потолки в этих помещениях устраивать не рекомендуется, так как спустя какое-то время установленные плитки покоробятся и попросту выйдут из строя.
В этом отношении самыми удобными являются реечные потолки: дело в том, что подвесные реечные потолки изготовлены из алюминия, который не боится влаги.Плиточные подвесные потолки
На российском рынке имеется богатый выбор потолков данного типа. Они различаются не только по цене, но и по качеству и назначению, каждый подвесной потолок имеет свои особенности и отличия.
При покупке подвесного потолка особое внимание следует обратить на стыковку плит с каркасом. Дело в том, что продавцы довольно часто продают каркас одной фирмы-производителя, а плиты – другой. Смонтировать такой потолок очень трудно.
Если удастся это сделать, нет гарантии, что он прослужит долго: такой потолок очень быстро начнет деформироваться. Необходимо следить за тем, чтобы форма кромок плит соответствовала типу каркаса.
Самостоятельно смонтировать подвесной потолок можно только в помещениях небольшой площади. В другом случае, особенно если нет опыта подобной работы, лучше всего воспользоваться услугами профессиональных монтажников.
Подвесные каркасы делятся на 3 вида:
– видимый каркас;
– полускрытый каркас;
– скрытый каркас.
В России наибольшее распространение получили видимые и полускрытые каркасы, что обусловлено низкими ценами и простотой монтажа.
Сами подвесные потолки бывают плоскостные и криволинейные.
Последние удобно монтировать при составлении разноуровневых потолков.
В зависимости от материалов, из которых изготовлены потолочные системы, подвесные потолки делятся на следующие виды:
– потолки из минераловатных плит;
– потолки из минераловолокнистых плит;
– потолки из гипсовых плит;
– зеркальные потолки;
– металлические потолки;
– потолки с искусственным освещением.Общая характеристика потолков из минераловолокнистых плит
Минеральное волокно – экологически чистый материал, обеспечивающий отличную звукоизоляцию и тепло. Однако в помещениях с повышенной влажностью (например, кухнях и ванных комнатах) этот материал использовать не рекомендуется.
После покупки, в том случае, если потолок монтируется не сразу, плиты хранят в помещении с температурой 18–30 °C при относительной влажности 70 %. Однако плиты некоторых фирм-производителей можно устанавливать в помещениях с температурой до 40 °C и влажностью до 95 %.
Плиты чаще всего имеют белый цвет, но некоторые производители выпускают панели, окрашенные в различные цвета. Также плиты можно окрашивать латексными красками, однако при этом огнестойкость данного материала понижается.
Потолки из минераловолокнистых плит имеют различную структуру поверхности: гладкая обладает хорошим светоотражением в помещениях с непрямым освещением, фактурная обеспечивает хорошую звукоизоляцию благодаря незаметным микроотверстиям.Общая характеристика потолков из минераловатных плит
Минераловатные плиты представляют собой панели с высокими шумопоглощающими свойствами. Чаще всего эти плиты называют акустическими. Они обладают следующими свойствами:
– снижают общий уровень шума; коэффициент звукопоглощения варьируется от 75 до 90 %;
– отвечают российским стандартам пожарной безопасности;
– могут использоваться в помещениях с повышенной влажностью воздуха (до 95 %).
Существует около 1000 различных оттенков минераловатных плит. При правильной эксплуатации можно надолго сохранить первоначальный цвет таких потолков.Плиточные потолки из пенополистирола
Самым недорогим и практичным материалом для отделки потолка считается декоративная потолочная плитка из полистирола. С помощью обычных инструментов можно довольно быстро оклеить потолок. При работе с полистирольными плитами необходимо знать некоторые правила. Первое – выбор плиток при покупке. Полистирольные плитки подразделяются на 3 основные группы:
– прессованные (штампованные);
– инжекционные;
– экструдированные.
Прессованные плитки производятся из полос толщиной 6–7 мм, нарезанных из блоков пенополистирола строительного назначения.
Инжекционные получают в пресс-формах формовочно-литьевого автомата путем спекания пенополистирольного сырья. Толщина готовых плит 9–14 мм.
Экструдированные получают из экструдированной полистирольной полосы, окрашенной или покрытой пленкой способом прессования.
Второе правило – геометрически выверенные размеры плитки. Большие погрешности в плитке становятся заметными при отделке потолка.
Правильные размеры чаще всего имеет только инжекционная плитка благодаря технологии производства, в то время как прессованная и экструдированная плитка довольно часто характеризуются некоторыми неточностями в размерах.
Производители экструдированной и прессованной плитки продолжают совершенствовать геометрические размеры изделий и добиваются положительных результатов. Тем не менее при покупке обязательно следует проверять плитки.
Третье правило – просушивание пенополистирольных плиток до монтажа в сухом и теплом помещении в течение 3 дней в распакованном виде, иначе вследствие усадки на потолке между плитками могут появиться щели. В особенности это касается инжекционных плиток.
Четвертое правило – сажать плитки следует только на клей, который после сушки становится прозрачным.Инструменты и материалы для устройства подвесного потолка
Для монтажа подвесного потолка фирмы потребуются следующие инструменты:
– рулетка;
– ножницы по металлу;
– отбивной шнур;
– дрель;
– нож со сменными лезвиями для резки плиток;
– ножовка по металлу.
Инструменты для приклейки пенополистирольных плиток:
– гвозди 70–80 мм для монтажа деревянного каркаса под плиты;
– рулетка;
– отбивной шнур;
– молоток;
– нож со сменными лезвиями для резки плиток;
– ножовка по дереву;
– шпатель для нанесения клеевого состава на плитки.
Для наклеивания декоративных пенополистирольных плиток на любые впитывающие минеральные поверхности используют клей на основе ПВА с наполнителями. При высыхании такой клей имеет серо-белый или кремовый цвет. Поэтому в некоторых случаях необходимо брать другой клей – на основе ПВА, но без наполнителей: такой клей после сушки становится прозрачным. Предварительно деревянный каркас огрунтовывают водным раствором ПВА.
Пенополистирольные плитки отечественного производства «Акмигран» и «Акминит» в основном используют в жилых помещениях. Выпускаются такие плитки в виде квадратов размерами 300 х 300, 600 х 600 и 900 х 900 мм, толщиной 20 мм. Облегченная конструкция, правильная прямоугольная форма, ровная лицевая поверхность делают плитки «Акмигран» и «Акминит» очень удобными для облицовки потолков в домашних условиях.
Лицевая сторона плиток матовая, равномерно окрашенная, может быть гладкой, пористой и с различной фактурой (под пробку, джутовое плетение, рифленой, трещиноватой и т. д.).
Крепят данные плитки на черновой каркас. Для более удобного крепления на боковых гранях плиток имеются пазы и выступы.Облицовка потолка минеральными плитками «Акмигран» и «Акминит» и гипсовыми декоративными плитками
В облицовочных работах по отделке потолка различают два способа: устройство плиточных потолков каркасной конструкции и облицовка плитками потолков бескаркасной конструкции. Устройство плиточных потолков каркасной конструкции предполагает наличие горизонтальных направляющих с подвесками (выполняющими несущую функцию подвесного потолка), заделанными в перекрытия. Монтаж таких направляющих возможен лишь при возведении несущих конструкций здания. Поэтому самостоятельно в домашних условиях такой подвесной потолок устроить технически невозможно.
Произвести облицовку потолка бескаркасной конструкции сможет практически каждый. Облицовочные работы принято вести двумя способами: с устройством чернового каркаса и без него.Устройство плиточного потолка на черновом каркасе
Монтаж конструкции, как и в других случаях, подразделяется на несколько этапов:
– подготовка, разбивка и провешивание поверхности;
– подготовка материала;
– установка плиток.
Подготовка поверхности заключается лишь в ее очистке от пыли, это вызвано больше гигиеническими требованиями, а не технологическими. При подготовке плиток сортируют их по наличию пазов и выступов на боковых гранях, в прорези вставляют закладные крюки, соединенные крепежной скобкой (рис. 21).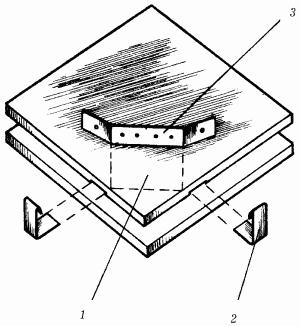
Рис. 21. Подготовка плиток для устройства потолка: 1 – облицовочная плитка; 2 – закладные крюки; 3 – крепежная скоба.Разбивку и провешивание поверхности начинают с определения чистого уровня потолка. Для этого гибким уровнем определяют и отмечают линии низа потолка (по ним будут установлены пристенные опорные уголки). Затем с помощью рулетки и угольника на полу помещения определяют продольную и поперечную оси и закрепляют их причальными шнурами; по одну сторону от оси раскладывают плитки, определяя таким образом количество плиток в ряду. Ряды, примыкающие к стенам, заполняют неполномерными плитками.
После этого приступают к сооружению и установке чернового каркаса: для этого в потолке по каждому предполагаемому ряду (с шагом в ряду 1 м) закрепляют стальные штыри так, как это показано на рисунке 22.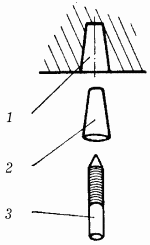
Рис. 22. Крепление чернового каркаса к потолку: 1 – отверстие в потолке; 2 – пластмассовая пробка; 3 – стальной штырь с резьбой.В потолке просверливают отверстия и забивают туда пластмассовые пробки от дюбелей или деревянные шпонки, в которые ввинчивают стальные штыри.
На стальных штырях закрепляют стальной пруток, выполняющий роль горизонтальной направляющей для крепления облицовочных плиток. По периметру стен по линиям низа потолка устанавливают опорные уголки. Черновой каркас для облицовки плитками потолка бескаркасной конструкции готов.
Следующий этап – непосредственно облицовка. Закрепив за опорные уголки на противоположных стенах причальный шнур для первого ряда (фиксирующий нижнюю плоскость потолка), от угла помещения начинают установку плит (рис. 23).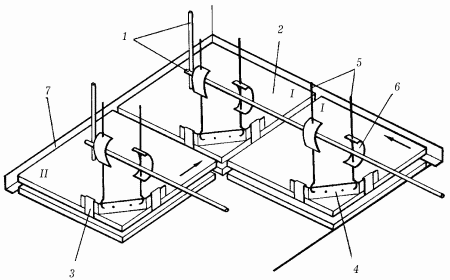
Рис. 23 Устройство плиточного потолка с использованием чернового каркаса: 1 – элементы чернового каркаса; 2 – облицовочные плитки; 3 – закладные крюки; 4 – крепежная скоба; 5 – вертикальная подвеска; 6 – согнутая (пружинная) пластина; 7 – пристенный опорный уголок.Первую плитку опирают двумя сторонами на уголки, а угол с установленными крепежными скобами с помощью вертикальной подвески и согнутой (пружинной) пластины крепят к горизонтальной направляющей чернового каркаса. Следующую плитку одной стороной опирают на пристенный опорный уголок, а выступ на ребре другой стороны совмещают с пазом уже установленной плитки. Свободный угол закрепляют (как и в первом случае) на горизонтальной направляющей чернового каркаса. И так далее до окончания ряда.
По ходу работы нужно следить за горизонтальностью плоскости подвесного потолка (для этого и нужен причальный шнур). Положение плиток, имеющих отклонение от горизонтали, регулируют смещением пружинной пластины по вертикальной подвеске.
Установка средних (не пристенных) плиток 2-го и последующих рядов отличается от установки плиток 1-го ряда тем, что 2 их стороны будут опираться не на пристенные уголки, а на пазы на ребрах ранее уложенных плиток.
По окончании облицовочных работ пристенные опорные уголки можно будет закрыть деревянным потолочным плинтусом.Устройство плиточного потолка без чернового каркаса
Подготовка поверхности потолка к укладке плиток и подготовка материала в данном случае полностью аналогичны предварительным работам при устройстве подвесного потолка с использованием чернового каркаса. Непосредственно облицовочные работы отличаются от способа облицовки с применением чернового каркаса весьма значительно.
Для начала по периметру помещения на стенах на уровне чистого потолка закрепляют опорные уголки. В потолке с шагом, равным длине плиток, просверливают отверстия, в которые забивают пластмассовые пробки от дюбелей либо деревянные шпонки. Затем с помощью дюбелей или шурупов ввинчивают в эти пробки или шпонки подвески для установки облицовочных плиток.
Работу начинают от угла помещения. Первую облицовочную плитку устанавливают следующим образом: 2 сторонами опирают на пристенные уголки, а свободный угол плитки надевают крепежной скобой на подвеску. Вторую плитку устанавливают одной стороной на опорный уголок, выступ другой стороны вставляют в паз уже установленной плитки, а свободный угол закрепляют на подвеску аналогично 1-й плитке. Дальнейшую облицовку производят по уже отработанной технологии (рис. 24).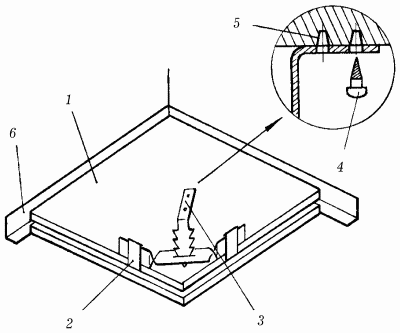
Рис. 24. Устройство плиточного потолка без применения чернового каркаса: 1 – облицовочные плитки; 2 – закладные крюки с крепежной скобой; 3 – подвеска; 4 – шуруп либо дюбель; 5 – пластмассовая пробка или деревянная шпонка; 6 – опорные уголки.Уход за плиточными потолками
Поскольку гипсовые материалы в достаточной степени обладают гигроскопичностью, то их не рекомендуется мыть. Пыль с таких поверхностей удаляют мягкой влажной ветошью, укрепленной на щетке с жесткой щетиной или на венике.
Облицовку в местах отслоения плиток ремонтируют, а треснувшие и сильно загрязненные плитки заменяют новыми (для этого следует оставлять запас материалов). В том случае, если при облицовке потолка были использованы минеральные плитки «Акмигран» и «Акминит», то уход за ними не допускает никакого контакта с водой, приемлема только сухая уборка с помощью пылесоса.Устройство реечных потолков
Реечный подвесной потолок (рис. 25) состоит из алюминиевых реек, загнутых по бокам. В основном в продаже бывают рейки длиной 3 и 4 м. В некоторых фирмах имеются специальные режущие станки, с помощью которых можно отрезать рейку любой длины. Ширина реек – 9, 10, 15, 20 см. Следует сказать, что чаще всего приобретают 10-сантиметровые рейки.
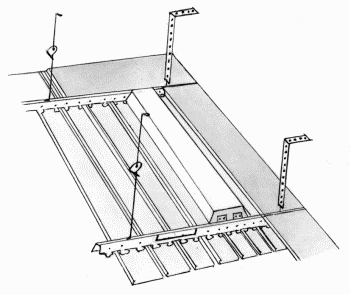
Рис. 25. Устройство реечного подвесного потолка.Другим важным параметром реек для подвесного потолка является их толщина. Чем толще рейка, тем надежнее будет потолок. Самая подходящая толщина для реек – 0,5 мм: этого будет достаточно для того, чтобы потолок не деформировался. Если рейки более тонкие, потолок может погнуться и на нем будут заметны вмятины.
Рейки для подвесных потолков бывают 3 типов:
– открытые;
– закрытые;
– со вставками.
Закрытые рейки (рис. 26) крепят встык, заводя друг за друга, в то время как между открытыми рейками остается небольшой зазор, который, однако, не заметен, если потолок высокий – около 5 м.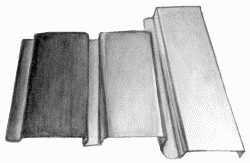
Рис. 26. Типы закрытых реек для подвесного потолка.Рейки со вставками (рис. 27) немного напоминают открытые, только расстояние между ними прикрывают узкие алюминиевые полоски.

Рис. 27. Рейки со вставками: а – изнаночная сторона; б – лицевая сторона.Рейки бывают самых разнообразных цветов, однако до сих пор самым популярным цветом остается белый.
При покупке потолка обращают внимание на то, чтобы рейки были упакованы в полиэтиленовую пленку, защищающую материал от царапин и повреждений во время транспортировки. Качественный товар продается именно так. Если потолок не упакован, имеет смысл отказаться от покупки. Все уважающие себя фирмы выпускают потолки на продажу только в полиэтиленовой упаковке.
Реечные потолки бывают открытыми и закрытыми. Основная особенность реечного потолка открытого типа состоит в наличии открытого пространства между декоративными панелями. Такие потолки, как правило, применяют в помещениях с высокими потолками. В обычных жилых помещениях такие потолки устанавливают очень редко, в основном из-за желания создать особое освещение: светильники на потолке должны быть развернуты таким образом, чтобы световой поток не попадал в межпотолочное пространство.
Существует 2 модификации реечных потолков открытого типа (рис. 28): 84 О и 84 О". В основном обе модели отличаются друг от друга шириной зазора между панелями: 6–16 см. Для моделирования таких элементов интерьера, как арки и переходы между разноуровневыми потолками в реечном потолке открытого типа используется стрингер AR.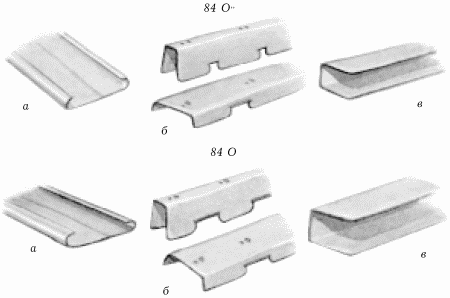
Рис. 28. Модели потолков открытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.Основное отличие потолка закрытого типа от открытого заключается в отсутствии открытого пространства между декоративными панелями. Потолок закрытого типа полностью скрывает внешние коммуникации – противопожарные, электрическую проводку. Реечные закрытые потолки выпускаются следующих типов (рис. 29): 84R, 15 °C и 84R (V).
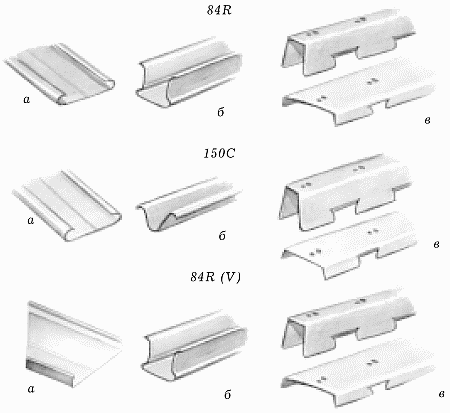
Рис. 29. Модели потолков закрытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.
К модели 84R относится профиль шириной 84 мм, с промежуточным профилем п-образной формы, шириной 16 мм.
К модели потолка 84R (V) относят широкий профиль шириной 84 мм, промежуточный профиль v-образной формы, шириной 16 мм. Указанные выше типы подвесных реечных потолков различаются по дизайну, но совмещаются с помощью стрингера R (подвесной системы), одинакового для всех типов. Для моделирования арок, волн и переходов между различными по высоте уровнями в реечном потолке закрытого типа применяется радиусный стрингер AR. Комплект подвесного потолка закрытого типа 150C включает в себя профили шириной 150 мм, крепление которых на стрингер производится стык в стык.Монтаж подвесных реечных потолков
В комплект подвесного потолка входят:
– собственно рейки;
– шина (каркас);
– плинтус.
Также к комплекту прилагается и инструкция по монтажу.
Кроме реек, важной составной частью конструкции является шина, представляющая собой стальную или алюминиевую планку с зубчиками, за которые цепляют рейки. Для каждого типа реек требуется особая шина, чтобы на готовом покрытии не было перекосов, щелей и изгибов. Кроме того, рейки одной фирмы нельзя крепить на шину другой.
Шину с прикрепленными к ней рейками цепляют за подвес, который можно регулировать по высоте. Это очень важная деталь всей конструкции: потолок получил свое название потому, что висит на подвесе. Следует помнить о том, что подвесные реечные потолки занимают достаточно много места (5–11 см высоты), и применение их в квартире с низкими потолками нецелесообразно.
Плинтус – это декоративная деталь, закрывающая стык между стеной и потолком.
Установку реечного подвесного потолка можно осуществить самостоятельно. Особых умений не потребуется. Главное – действовать очень осторожно, придерживаясь инструкции.
В том случае, если требуется объединить потолком два помещения, находящихся на разных уровнях, приобретают изогнутый подвесной реечный потолок (рис. 30).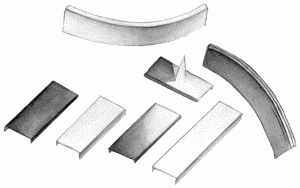
Рис. 30. Рейки для изогнутого подвесного потолка.Весь ассортимент реечных потолков условно можно разделить на 5 групп:
– металлик;
– матовый;
– глянцевый;
– зеркальный;
– фактурный.
Цветовая гамма реечных потолков представлена 27 оттенками, причем для каждого вида поверхности есть определенное количество оттенков. Так, например, для матового – 9, для глянцевого – 2, для металлика – 10, для зеркального – 4, для фактурного – 2.
Существуют следующие варианты сборки реечных потолков (рис. 31):
– геометрический узор;
– разноуровневый потолок;
– зеркальный;
– комбинированный (совмещение реечного потолка с другими видами отделки, например, гипсокартоном);
– зональное разделение комнат;
– оформление арок;
– моделирование волн.
[ http://stroy-zametki.narod.ru/2_31.html#1]Тематики
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > counter ceiling
-
9 drop ceiling
потолок подвесной
Потолок, прикрепляемый к перекрытию на подвесках
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
подвесной потолок
фальшпотолок
навесной потолок
Потолок, состоящий из съемных и взаимозаменяемых панелей, который создает область между декоративной поверхностью и структурой над ней.
(ISO/IEC 11801)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
Устройство подвесного потолка
Устройство подвесных потолков: 1 — гипсоволоконные плиты; 2 — направляющие Т-профили; 3 — промежуточные Т-профили; 4 — подвески с регулируемыми пластинами; 5 — уровень чистого потолка; 6 — пристенный уголокМонтируя подвесной потолок, сначала производят сборку направляющих профилей. В комплект подвесного потолка входит два вида профилей ( пристенный уголок и Т-образный профиль), а также вертикальные подвески и регулировочные пружинные пластины.
Сначала потолок очищают от грязи, пыли и проводят разметку. С помощью гибкого уровня провешивают и отмечают линию горизонта чистого потолка. Отмечают на всех стенах по периметру потолка точки уровня, а затем соединяют все точки сплошной линией.
Далее проводят разбивку потолка. Так как стандартный размер гипсовых и гипсоволоконных плит 60x60 см, то разметку крепления направляющих профилей проводят на расстоянии 60 см друг от друга. Сначала на полу комнаты проводят черновую раскладку плит, чтобы определять количество плит, помещающихся по длине и ширине комнаты. Если количество плит оказывается целое, то разметку на потолке начинают, отступив от стены на расстояние 60 см. Если же количество плит — дробное, то для симметричного их размещения на потолке первые разметки от стен делают на расстоянии, равном половине остатка длины или ширины комнаты. Например: длина комнаты 500 см, делим на размер плитки 60 см и получаем 8 целых плиток (480 см) и 20 см остатка. Делим остаток пополам, полученные 10 см и есть расстояние, на которое необходимо отступить от стены (по длине комнаты) для разметки первого направляющего профиля. Отметив эту точку (вверху стен1>1 у потолка), отмечают такое же расстояние на противоположной стене. Между этими точками натягивают шнур и вдоль шнура на расстоянии 100 см друг от друга в поверхности потолка просверливают отверстия для креплений профиля. Отступив от первого ряда на 60 см, снова натягивают шнур и вдоль него просверливают отверстия под крепежные аксессуары. Таким образом, передвигая шнур на 60 см от предыдущего размеченного ряда, размечают и высверливают отверстия на всей поверхности потолка. Для крепления пристенных уголков также высверливают в намеченных местах над линией уровня чистого потолка.
Следующим шагом в устройстве потолка будет закрепление пристенного уголка. Длина уголка 360 см, он имеет два ребра, одно из которых содержит многочисленные отверстия для крепления, а второе ребро с наружной стороны покрыто (декорировано) эмалью или винилом. Уголок крепят к стене декорированной стороной вниз. Если длина стены больше длины уголка, то уголок наращивают путем стыковки с отрезком уголка необходимой длины. В углах комнаты профили сопрягают, обрезав декоративное ребро под углом 45°. Раскрой профилей производят ножовкой по металлу. Прикручивают уголок к стенам с помощью шурупов, строго следя за совпадением лицевой стороны уголка с линией уровня чистого потолка.
Далее необходимо подвесить направляющие Т-образные профили. В высверленные отверстия в потолке забивают пластмассовые или деревянные пробки и вкручивают в них крюкообразные дюбеля. Собирают вертикальные подвески, вставляя их по двое в пружинную (Н-образную) пластину, причем с одной стороны вставляют прут-подвеску с петлей, а с другой стороны — подвеску с крюком. Подвеску в сборе петлей набрасывают на крюк дюбеля. Сначала цепляют крайние в ряду подвески, на крюки подвесок цепляют Т-образный профиль лицевой стороной вниз и регулируют с помощью пружинной пластины, поднимая или опуская ее, уровень профиля совмещая с уровнем пристенных уголков — лицевые плоскости уголка и профиля должны совпадать. Если расстояние от стены до стены в направляющих радах больше длины профиля, то второй конец профиля регулируют по высоте с помощью гибкого уровня. Недостающий кусок профиля наращивают, соединив в торец имеющимися на концах профилей замками-защелками.
Отрегулировав уровень профиля на концах, на дюбеля в этом ряду цепляют остальные промежуточные подвески и на их крюки подвешивают весь направляющий профиль. При помощи гибкого уровня проверяют уровень профиля по всей длине, и провисшие места поднимают с помощью регулировки вертикальных подвесок. Таким же способом подвешивают остальные направляющие профили. После подвешивания всех рядов направляющих профилей и окончательной проверки уровня потолка можно приступать к самой облицовке потолка.
В комплект подвесного потолка входят, кроме направляющих, еще промежуточные вставки Т-образного профиля. Длина их 60 см, и предназначены они для поперечного прокладывания между облицовочными плитками в каждом ряду. Поэтому, приступая к облицовке, необходимо приготовить для двух пристенных рядов не только неполномерные плитки, но и в соответствии с шириной этих рядов нарезать прокладочные профили. Для раскроя профилей используют ножовку по металлу, а для нарезки плиток из гипсоволокна — острый нож. Если в длину ряда также не помещается целое количество плиток, то крайние плитки в рядах нарезают, рассчитав остаток в ряду и поделив пополам. Например: длина ряда 350 см делится на 60 см и остаток, равный 50 см, делится на два — 25 см, это ширина всех краевых плиток в каждом ряду.
Укладку плиток начинают с угла комнаты. Берут краевую плитку первого ряда (если краевые ряды и краевые плитки неполномерные, она должна быть по расчетам взятого для примера помещения 10x25 см) и укладывают в углу комнаты, опирая двумя сторонами на уголок и третьей стороной — на направляющий профиль. К четвертой стороне плитки приставляют промежуточный профиль, оперев на пристенный уголок и направляющий профиль.
Следующую плитку укладывают впритык к промежуточному профилю, оперев тремя сторонами на уголок, на промежуточный профиль и на направляющий. Таким образом заполняют весь ряд неполномерными плитками и прокладывают промежуточными неполномерными профилями.
Последняя плитка в ряду должна быть, как и первая, самая маленькая по размеру. Следующие ряды заполняются полномерными плитками и прокладочными профилями и только краевые плитки в рядах неполномерные. Первые плитки последующих рядов опираются одной стороной на пристенный уголок, двумя сторонами — на направляющие профили, а четвертой — на приставленный к плитке промежуточный профиль. Остальные плитки опираются противоположными сторонами на направляющие и промежуточные профили.
Последний ряд, как и первый, собирается из неполномерных плиток и укороченных по ширине ряда промежуточных профилей. Некоторую трудность составляет укладка последней плитки в последнем ряду. Потолочный массив в конце сборки имеет определенное напряжение, и плитки последнего ряда устанавливаются на место впритирку. Поэтому имеет смысл уменьшить их в размере на 2-3 мм по длине и ширине.
Для устройства в подвесном потолке системы электрического освещения используют осветительные щиты с вмонтированными в них приборами освещения. Размеры щитов 60x60 см. Устанавливаются они в подвесном потолке в намеченном месте вместо облицовочных плит таким же способом, как и сами плиты.
[ http://www.helpmaste.ru/artcl-ustrvo_podvesnuh_potolkov.html]
Пожалуй, самыми популярными сегодня считаются подвесные потолки. Они позволяют:
– скрыть коммуникации, смонтированные на потолке, оставив при этом доступ к электрической проводке, вентиляционному и тепловому оборудованию и пр.;
– встраивать разнообразные осветительные приборы;
– устанавливать системы пожаротушения и вентиляционные решетки;
– выравнивать разноуровневый потолок;
– создавать разноуровневый потолок при изначально плоском базовом потолке;
– улучшать акустику помещений.
В современном строительстве широко используются потолки из минераловатных или минераловолокнистых плит.
Плиточные подвесные потолки состоят из каркаса и плит из мягкого или твердого минерального волокна толщиной 1,5 см и размерами 600 х 600 или 610 х 610 мм. В каталоге фирмы «Armstrong» имеются также плиты 600 х 1200 и 625 х 1250 мм. Однако в наличии они бывают не всегда, и чаще всего их приходится заказывать.
Каркас представляет собой набор металлических реек, соединенных между собой в модульную решетку.
Конструкция подвесного потолка состоит из следующих компонентов:
– несущий каркас из металлических труб, уголков, швеллеров и пр.;
– заполнение (плиты, рейки, листы и пр.).
В качестве несомых элементов подвесного потолка или его заполнения используют гипсовые плиты или ДСП, плиты «Акмигран» и «Акминит», плиты из металлических листов, асбестоцементные листы и др. Для устройства акустических подвесных потолков применяют минераловатные плиты, перфорированные гипсовые и металлические плиты, двуслойные плиты с лицевым перфорированным слоем из минераловатной плиты и ДВП.
Подвесные потолки бывают двух видов:
– плиточные;
– реечные.
Плиточные, в свою очередь, подразделяются на влагостойкие и невлагостойкие. Первые чаще всего используются в ванных комнатах, туалетах и на кухнях. Невлагостойкие потолки в этих помещениях устраивать не рекомендуется, так как спустя какое-то время установленные плитки покоробятся и попросту выйдут из строя.
В этом отношении самыми удобными являются реечные потолки: дело в том, что подвесные реечные потолки изготовлены из алюминия, который не боится влаги.Плиточные подвесные потолки
На российском рынке имеется богатый выбор потолков данного типа. Они различаются не только по цене, но и по качеству и назначению, каждый подвесной потолок имеет свои особенности и отличия.
При покупке подвесного потолка особое внимание следует обратить на стыковку плит с каркасом. Дело в том, что продавцы довольно часто продают каркас одной фирмы-производителя, а плиты – другой. Смонтировать такой потолок очень трудно.
Если удастся это сделать, нет гарантии, что он прослужит долго: такой потолок очень быстро начнет деформироваться. Необходимо следить за тем, чтобы форма кромок плит соответствовала типу каркаса.
Самостоятельно смонтировать подвесной потолок можно только в помещениях небольшой площади. В другом случае, особенно если нет опыта подобной работы, лучше всего воспользоваться услугами профессиональных монтажников.
Подвесные каркасы делятся на 3 вида:
– видимый каркас;
– полускрытый каркас;
– скрытый каркас.
В России наибольшее распространение получили видимые и полускрытые каркасы, что обусловлено низкими ценами и простотой монтажа.
Сами подвесные потолки бывают плоскостные и криволинейные.
Последние удобно монтировать при составлении разноуровневых потолков.
В зависимости от материалов, из которых изготовлены потолочные системы, подвесные потолки делятся на следующие виды:
– потолки из минераловатных плит;
– потолки из минераловолокнистых плит;
– потолки из гипсовых плит;
– зеркальные потолки;
– металлические потолки;
– потолки с искусственным освещением.Общая характеристика потолков из минераловолокнистых плит
Минеральное волокно – экологически чистый материал, обеспечивающий отличную звукоизоляцию и тепло. Однако в помещениях с повышенной влажностью (например, кухнях и ванных комнатах) этот материал использовать не рекомендуется.
После покупки, в том случае, если потолок монтируется не сразу, плиты хранят в помещении с температурой 18–30 °C при относительной влажности 70 %. Однако плиты некоторых фирм-производителей можно устанавливать в помещениях с температурой до 40 °C и влажностью до 95 %.
Плиты чаще всего имеют белый цвет, но некоторые производители выпускают панели, окрашенные в различные цвета. Также плиты можно окрашивать латексными красками, однако при этом огнестойкость данного материала понижается.
Потолки из минераловолокнистых плит имеют различную структуру поверхности: гладкая обладает хорошим светоотражением в помещениях с непрямым освещением, фактурная обеспечивает хорошую звукоизоляцию благодаря незаметным микроотверстиям.Общая характеристика потолков из минераловатных плит
Минераловатные плиты представляют собой панели с высокими шумопоглощающими свойствами. Чаще всего эти плиты называют акустическими. Они обладают следующими свойствами:
– снижают общий уровень шума; коэффициент звукопоглощения варьируется от 75 до 90 %;
– отвечают российским стандартам пожарной безопасности;
– могут использоваться в помещениях с повышенной влажностью воздуха (до 95 %).
Существует около 1000 различных оттенков минераловатных плит. При правильной эксплуатации можно надолго сохранить первоначальный цвет таких потолков.Плиточные потолки из пенополистирола
Самым недорогим и практичным материалом для отделки потолка считается декоративная потолочная плитка из полистирола. С помощью обычных инструментов можно довольно быстро оклеить потолок. При работе с полистирольными плитами необходимо знать некоторые правила. Первое – выбор плиток при покупке. Полистирольные плитки подразделяются на 3 основные группы:
– прессованные (штампованные);
– инжекционные;
– экструдированные.
Прессованные плитки производятся из полос толщиной 6–7 мм, нарезанных из блоков пенополистирола строительного назначения.
Инжекционные получают в пресс-формах формовочно-литьевого автомата путем спекания пенополистирольного сырья. Толщина готовых плит 9–14 мм.
Экструдированные получают из экструдированной полистирольной полосы, окрашенной или покрытой пленкой способом прессования.
Второе правило – геометрически выверенные размеры плитки. Большие погрешности в плитке становятся заметными при отделке потолка.
Правильные размеры чаще всего имеет только инжекционная плитка благодаря технологии производства, в то время как прессованная и экструдированная плитка довольно часто характеризуются некоторыми неточностями в размерах.
Производители экструдированной и прессованной плитки продолжают совершенствовать геометрические размеры изделий и добиваются положительных результатов. Тем не менее при покупке обязательно следует проверять плитки.
Третье правило – просушивание пенополистирольных плиток до монтажа в сухом и теплом помещении в течение 3 дней в распакованном виде, иначе вследствие усадки на потолке между плитками могут появиться щели. В особенности это касается инжекционных плиток.
Четвертое правило – сажать плитки следует только на клей, который после сушки становится прозрачным.Инструменты и материалы для устройства подвесного потолка
Для монтажа подвесного потолка фирмы потребуются следующие инструменты:
– рулетка;
– ножницы по металлу;
– отбивной шнур;
– дрель;
– нож со сменными лезвиями для резки плиток;
– ножовка по металлу.
Инструменты для приклейки пенополистирольных плиток:
– гвозди 70–80 мм для монтажа деревянного каркаса под плиты;
– рулетка;
– отбивной шнур;
– молоток;
– нож со сменными лезвиями для резки плиток;
– ножовка по дереву;
– шпатель для нанесения клеевого состава на плитки.
Для наклеивания декоративных пенополистирольных плиток на любые впитывающие минеральные поверхности используют клей на основе ПВА с наполнителями. При высыхании такой клей имеет серо-белый или кремовый цвет. Поэтому в некоторых случаях необходимо брать другой клей – на основе ПВА, но без наполнителей: такой клей после сушки становится прозрачным. Предварительно деревянный каркас огрунтовывают водным раствором ПВА.
Пенополистирольные плитки отечественного производства «Акмигран» и «Акминит» в основном используют в жилых помещениях. Выпускаются такие плитки в виде квадратов размерами 300 х 300, 600 х 600 и 900 х 900 мм, толщиной 20 мм. Облегченная конструкция, правильная прямоугольная форма, ровная лицевая поверхность делают плитки «Акмигран» и «Акминит» очень удобными для облицовки потолков в домашних условиях.
Лицевая сторона плиток матовая, равномерно окрашенная, может быть гладкой, пористой и с различной фактурой (под пробку, джутовое плетение, рифленой, трещиноватой и т. д.).
Крепят данные плитки на черновой каркас. Для более удобного крепления на боковых гранях плиток имеются пазы и выступы.Облицовка потолка минеральными плитками «Акмигран» и «Акминит» и гипсовыми декоративными плитками
В облицовочных работах по отделке потолка различают два способа: устройство плиточных потолков каркасной конструкции и облицовка плитками потолков бескаркасной конструкции. Устройство плиточных потолков каркасной конструкции предполагает наличие горизонтальных направляющих с подвесками (выполняющими несущую функцию подвесного потолка), заделанными в перекрытия. Монтаж таких направляющих возможен лишь при возведении несущих конструкций здания. Поэтому самостоятельно в домашних условиях такой подвесной потолок устроить технически невозможно.
Произвести облицовку потолка бескаркасной конструкции сможет практически каждый. Облицовочные работы принято вести двумя способами: с устройством чернового каркаса и без него.Устройство плиточного потолка на черновом каркасе
Монтаж конструкции, как и в других случаях, подразделяется на несколько этапов:
– подготовка, разбивка и провешивание поверхности;
– подготовка материала;
– установка плиток.
Подготовка поверхности заключается лишь в ее очистке от пыли, это вызвано больше гигиеническими требованиями, а не технологическими. При подготовке плиток сортируют их по наличию пазов и выступов на боковых гранях, в прорези вставляют закладные крюки, соединенные крепежной скобкой (рис. 21).
Рис. 21. Подготовка плиток для устройства потолка: 1 – облицовочная плитка; 2 – закладные крюки; 3 – крепежная скоба.Разбивку и провешивание поверхности начинают с определения чистого уровня потолка. Для этого гибким уровнем определяют и отмечают линии низа потолка (по ним будут установлены пристенные опорные уголки). Затем с помощью рулетки и угольника на полу помещения определяют продольную и поперечную оси и закрепляют их причальными шнурами; по одну сторону от оси раскладывают плитки, определяя таким образом количество плиток в ряду. Ряды, примыкающие к стенам, заполняют неполномерными плитками.
После этого приступают к сооружению и установке чернового каркаса: для этого в потолке по каждому предполагаемому ряду (с шагом в ряду 1 м) закрепляют стальные штыри так, как это показано на рисунке 22.
Рис. 22. Крепление чернового каркаса к потолку: 1 – отверстие в потолке; 2 – пластмассовая пробка; 3 – стальной штырь с резьбой.В потолке просверливают отверстия и забивают туда пластмассовые пробки от дюбелей или деревянные шпонки, в которые ввинчивают стальные штыри.
На стальных штырях закрепляют стальной пруток, выполняющий роль горизонтальной направляющей для крепления облицовочных плиток. По периметру стен по линиям низа потолка устанавливают опорные уголки. Черновой каркас для облицовки плитками потолка бескаркасной конструкции готов.
Следующий этап – непосредственно облицовка. Закрепив за опорные уголки на противоположных стенах причальный шнур для первого ряда (фиксирующий нижнюю плоскость потолка), от угла помещения начинают установку плит (рис. 23).
Рис. 23 Устройство плиточного потолка с использованием чернового каркаса: 1 – элементы чернового каркаса; 2 – облицовочные плитки; 3 – закладные крюки; 4 – крепежная скоба; 5 – вертикальная подвеска; 6 – согнутая (пружинная) пластина; 7 – пристенный опорный уголок.Первую плитку опирают двумя сторонами на уголки, а угол с установленными крепежными скобами с помощью вертикальной подвески и согнутой (пружинной) пластины крепят к горизонтальной направляющей чернового каркаса. Следующую плитку одной стороной опирают на пристенный опорный уголок, а выступ на ребре другой стороны совмещают с пазом уже установленной плитки. Свободный угол закрепляют (как и в первом случае) на горизонтальной направляющей чернового каркаса. И так далее до окончания ряда.
По ходу работы нужно следить за горизонтальностью плоскости подвесного потолка (для этого и нужен причальный шнур). Положение плиток, имеющих отклонение от горизонтали, регулируют смещением пружинной пластины по вертикальной подвеске.
Установка средних (не пристенных) плиток 2-го и последующих рядов отличается от установки плиток 1-го ряда тем, что 2 их стороны будут опираться не на пристенные уголки, а на пазы на ребрах ранее уложенных плиток.
По окончании облицовочных работ пристенные опорные уголки можно будет закрыть деревянным потолочным плинтусом.Устройство плиточного потолка без чернового каркаса
Подготовка поверхности потолка к укладке плиток и подготовка материала в данном случае полностью аналогичны предварительным работам при устройстве подвесного потолка с использованием чернового каркаса. Непосредственно облицовочные работы отличаются от способа облицовки с применением чернового каркаса весьма значительно.
Для начала по периметру помещения на стенах на уровне чистого потолка закрепляют опорные уголки. В потолке с шагом, равным длине плиток, просверливают отверстия, в которые забивают пластмассовые пробки от дюбелей либо деревянные шпонки. Затем с помощью дюбелей или шурупов ввинчивают в эти пробки или шпонки подвески для установки облицовочных плиток.
Работу начинают от угла помещения. Первую облицовочную плитку устанавливают следующим образом: 2 сторонами опирают на пристенные уголки, а свободный угол плитки надевают крепежной скобой на подвеску. Вторую плитку устанавливают одной стороной на опорный уголок, выступ другой стороны вставляют в паз уже установленной плитки, а свободный угол закрепляют на подвеску аналогично 1-й плитке. Дальнейшую облицовку производят по уже отработанной технологии (рис. 24).
Рис. 24. Устройство плиточного потолка без применения чернового каркаса: 1 – облицовочные плитки; 2 – закладные крюки с крепежной скобой; 3 – подвеска; 4 – шуруп либо дюбель; 5 – пластмассовая пробка или деревянная шпонка; 6 – опорные уголки.Уход за плиточными потолками
Поскольку гипсовые материалы в достаточной степени обладают гигроскопичностью, то их не рекомендуется мыть. Пыль с таких поверхностей удаляют мягкой влажной ветошью, укрепленной на щетке с жесткой щетиной или на венике.
Облицовку в местах отслоения плиток ремонтируют, а треснувшие и сильно загрязненные плитки заменяют новыми (для этого следует оставлять запас материалов). В том случае, если при облицовке потолка были использованы минеральные плитки «Акмигран» и «Акминит», то уход за ними не допускает никакого контакта с водой, приемлема только сухая уборка с помощью пылесоса.Устройство реечных потолков
Реечный подвесной потолок (рис. 25) состоит из алюминиевых реек, загнутых по бокам. В основном в продаже бывают рейки длиной 3 и 4 м. В некоторых фирмах имеются специальные режущие станки, с помощью которых можно отрезать рейку любой длины. Ширина реек – 9, 10, 15, 20 см. Следует сказать, что чаще всего приобретают 10-сантиметровые рейки.
Рис. 25. Устройство реечного подвесного потолка.Другим важным параметром реек для подвесного потолка является их толщина. Чем толще рейка, тем надежнее будет потолок. Самая подходящая толщина для реек – 0,5 мм: этого будет достаточно для того, чтобы потолок не деформировался. Если рейки более тонкие, потолок может погнуться и на нем будут заметны вмятины.
Рейки для подвесных потолков бывают 3 типов:
– открытые;
– закрытые;
– со вставками.
Закрытые рейки (рис. 26) крепят встык, заводя друг за друга, в то время как между открытыми рейками остается небольшой зазор, который, однако, не заметен, если потолок высокий – около 5 м.
Рис. 26. Типы закрытых реек для подвесного потолка.Рейки со вставками (рис. 27) немного напоминают открытые, только расстояние между ними прикрывают узкие алюминиевые полоски.
Рис. 27. Рейки со вставками: а – изнаночная сторона; б – лицевая сторона.Рейки бывают самых разнообразных цветов, однако до сих пор самым популярным цветом остается белый.
При покупке потолка обращают внимание на то, чтобы рейки были упакованы в полиэтиленовую пленку, защищающую материал от царапин и повреждений во время транспортировки. Качественный товар продается именно так. Если потолок не упакован, имеет смысл отказаться от покупки. Все уважающие себя фирмы выпускают потолки на продажу только в полиэтиленовой упаковке.
Реечные потолки бывают открытыми и закрытыми. Основная особенность реечного потолка открытого типа состоит в наличии открытого пространства между декоративными панелями. Такие потолки, как правило, применяют в помещениях с высокими потолками. В обычных жилых помещениях такие потолки устанавливают очень редко, в основном из-за желания создать особое освещение: светильники на потолке должны быть развернуты таким образом, чтобы световой поток не попадал в межпотолочное пространство.
Существует 2 модификации реечных потолков открытого типа (рис. 28): 84 О и 84 О". В основном обе модели отличаются друг от друга шириной зазора между панелями: 6–16 см. Для моделирования таких элементов интерьера, как арки и переходы между разноуровневыми потолками в реечном потолке открытого типа используется стрингер AR.
Рис. 28. Модели потолков открытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.Основное отличие потолка закрытого типа от открытого заключается в отсутствии открытого пространства между декоративными панелями. Потолок закрытого типа полностью скрывает внешние коммуникации – противопожарные, электрическую проводку. Реечные закрытые потолки выпускаются следующих типов (рис. 29): 84R, 15 °C и 84R (V).
Рис. 29. Модели потолков закрытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.
К модели 84R относится профиль шириной 84 мм, с промежуточным профилем п-образной формы, шириной 16 мм.
К модели потолка 84R (V) относят широкий профиль шириной 84 мм, промежуточный профиль v-образной формы, шириной 16 мм. Указанные выше типы подвесных реечных потолков различаются по дизайну, но совмещаются с помощью стрингера R (подвесной системы), одинакового для всех типов. Для моделирования арок, волн и переходов между различными по высоте уровнями в реечном потолке закрытого типа применяется радиусный стрингер AR. Комплект подвесного потолка закрытого типа 150C включает в себя профили шириной 150 мм, крепление которых на стрингер производится стык в стык.Монтаж подвесных реечных потолков
В комплект подвесного потолка входят:
– собственно рейки;
– шина (каркас);
– плинтус.
Также к комплекту прилагается и инструкция по монтажу.
Кроме реек, важной составной частью конструкции является шина, представляющая собой стальную или алюминиевую планку с зубчиками, за которые цепляют рейки. Для каждого типа реек требуется особая шина, чтобы на готовом покрытии не было перекосов, щелей и изгибов. Кроме того, рейки одной фирмы нельзя крепить на шину другой.
Шину с прикрепленными к ней рейками цепляют за подвес, который можно регулировать по высоте. Это очень важная деталь всей конструкции: потолок получил свое название потому, что висит на подвесе. Следует помнить о том, что подвесные реечные потолки занимают достаточно много места (5–11 см высоты), и применение их в квартире с низкими потолками нецелесообразно.
Плинтус – это декоративная деталь, закрывающая стык между стеной и потолком.
Установку реечного подвесного потолка можно осуществить самостоятельно. Особых умений не потребуется. Главное – действовать очень осторожно, придерживаясь инструкции.
В том случае, если требуется объединить потолком два помещения, находящихся на разных уровнях, приобретают изогнутый подвесной реечный потолок (рис. 30).
Рис. 30. Рейки для изогнутого подвесного потолка.Весь ассортимент реечных потолков условно можно разделить на 5 групп:
– металлик;
– матовый;
– глянцевый;
– зеркальный;
– фактурный.
Цветовая гамма реечных потолков представлена 27 оттенками, причем для каждого вида поверхности есть определенное количество оттенков. Так, например, для матового – 9, для глянцевого – 2, для металлика – 10, для зеркального – 4, для фактурного – 2.
Существуют следующие варианты сборки реечных потолков (рис. 31):
– геометрический узор;
– разноуровневый потолок;
– зеркальный;
– комбинированный (совмещение реечного потолка с другими видами отделки, например, гипсокартоном);
– зональное разделение комнат;
– оформление арок;
– моделирование волн.
[ http://stroy-zametki.narod.ru/2_31.html#1]Тематики
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > drop ceiling
-
10 dropped ceiling
потолок подвесной
Потолок, прикрепляемый к перекрытию на подвесках
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
подвесной потолок
фальшпотолок
навесной потолок
Потолок, состоящий из съемных и взаимозаменяемых панелей, который создает область между декоративной поверхностью и структурой над ней.
(ISO/IEC 11801)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
Устройство подвесного потолка
Устройство подвесных потолков: 1 — гипсоволоконные плиты; 2 — направляющие Т-профили; 3 — промежуточные Т-профили; 4 — подвески с регулируемыми пластинами; 5 — уровень чистого потолка; 6 — пристенный уголокМонтируя подвесной потолок, сначала производят сборку направляющих профилей. В комплект подвесного потолка входит два вида профилей ( пристенный уголок и Т-образный профиль), а также вертикальные подвески и регулировочные пружинные пластины.
Сначала потолок очищают от грязи, пыли и проводят разметку. С помощью гибкого уровня провешивают и отмечают линию горизонта чистого потолка. Отмечают на всех стенах по периметру потолка точки уровня, а затем соединяют все точки сплошной линией.
Далее проводят разбивку потолка. Так как стандартный размер гипсовых и гипсоволоконных плит 60x60 см, то разметку крепления направляющих профилей проводят на расстоянии 60 см друг от друга. Сначала на полу комнаты проводят черновую раскладку плит, чтобы определять количество плит, помещающихся по длине и ширине комнаты. Если количество плит оказывается целое, то разметку на потолке начинают, отступив от стены на расстояние 60 см. Если же количество плит — дробное, то для симметричного их размещения на потолке первые разметки от стен делают на расстоянии, равном половине остатка длины или ширины комнаты. Например: длина комнаты 500 см, делим на размер плитки 60 см и получаем 8 целых плиток (480 см) и 20 см остатка. Делим остаток пополам, полученные 10 см и есть расстояние, на которое необходимо отступить от стены (по длине комнаты) для разметки первого направляющего профиля. Отметив эту точку (вверху стен1>1 у потолка), отмечают такое же расстояние на противоположной стене. Между этими точками натягивают шнур и вдоль шнура на расстоянии 100 см друг от друга в поверхности потолка просверливают отверстия для креплений профиля. Отступив от первого ряда на 60 см, снова натягивают шнур и вдоль него просверливают отверстия под крепежные аксессуары. Таким образом, передвигая шнур на 60 см от предыдущего размеченного ряда, размечают и высверливают отверстия на всей поверхности потолка. Для крепления пристенных уголков также высверливают в намеченных местах над линией уровня чистого потолка.
Следующим шагом в устройстве потолка будет закрепление пристенного уголка. Длина уголка 360 см, он имеет два ребра, одно из которых содержит многочисленные отверстия для крепления, а второе ребро с наружной стороны покрыто (декорировано) эмалью или винилом. Уголок крепят к стене декорированной стороной вниз. Если длина стены больше длины уголка, то уголок наращивают путем стыковки с отрезком уголка необходимой длины. В углах комнаты профили сопрягают, обрезав декоративное ребро под углом 45°. Раскрой профилей производят ножовкой по металлу. Прикручивают уголок к стенам с помощью шурупов, строго следя за совпадением лицевой стороны уголка с линией уровня чистого потолка.
Далее необходимо подвесить направляющие Т-образные профили. В высверленные отверстия в потолке забивают пластмассовые или деревянные пробки и вкручивают в них крюкообразные дюбеля. Собирают вертикальные подвески, вставляя их по двое в пружинную (Н-образную) пластину, причем с одной стороны вставляют прут-подвеску с петлей, а с другой стороны — подвеску с крюком. Подвеску в сборе петлей набрасывают на крюк дюбеля. Сначала цепляют крайние в ряду подвески, на крюки подвесок цепляют Т-образный профиль лицевой стороной вниз и регулируют с помощью пружинной пластины, поднимая или опуская ее, уровень профиля совмещая с уровнем пристенных уголков — лицевые плоскости уголка и профиля должны совпадать. Если расстояние от стены до стены в направляющих радах больше длины профиля, то второй конец профиля регулируют по высоте с помощью гибкого уровня. Недостающий кусок профиля наращивают, соединив в торец имеющимися на концах профилей замками-защелками.
Отрегулировав уровень профиля на концах, на дюбеля в этом ряду цепляют остальные промежуточные подвески и на их крюки подвешивают весь направляющий профиль. При помощи гибкого уровня проверяют уровень профиля по всей длине, и провисшие места поднимают с помощью регулировки вертикальных подвесок. Таким же способом подвешивают остальные направляющие профили. После подвешивания всех рядов направляющих профилей и окончательной проверки уровня потолка можно приступать к самой облицовке потолка.
В комплект подвесного потолка входят, кроме направляющих, еще промежуточные вставки Т-образного профиля. Длина их 60 см, и предназначены они для поперечного прокладывания между облицовочными плитками в каждом ряду. Поэтому, приступая к облицовке, необходимо приготовить для двух пристенных рядов не только неполномерные плитки, но и в соответствии с шириной этих рядов нарезать прокладочные профили. Для раскроя профилей используют ножовку по металлу, а для нарезки плиток из гипсоволокна — острый нож. Если в длину ряда также не помещается целое количество плиток, то крайние плитки в рядах нарезают, рассчитав остаток в ряду и поделив пополам. Например: длина ряда 350 см делится на 60 см и остаток, равный 50 см, делится на два — 25 см, это ширина всех краевых плиток в каждом ряду.
Укладку плиток начинают с угла комнаты. Берут краевую плитку первого ряда (если краевые ряды и краевые плитки неполномерные, она должна быть по расчетам взятого для примера помещения 10x25 см) и укладывают в углу комнаты, опирая двумя сторонами на уголок и третьей стороной — на направляющий профиль. К четвертой стороне плитки приставляют промежуточный профиль, оперев на пристенный уголок и направляющий профиль.
Следующую плитку укладывают впритык к промежуточному профилю, оперев тремя сторонами на уголок, на промежуточный профиль и на направляющий. Таким образом заполняют весь ряд неполномерными плитками и прокладывают промежуточными неполномерными профилями.
Последняя плитка в ряду должна быть, как и первая, самая маленькая по размеру. Следующие ряды заполняются полномерными плитками и прокладочными профилями и только краевые плитки в рядах неполномерные. Первые плитки последующих рядов опираются одной стороной на пристенный уголок, двумя сторонами — на направляющие профили, а четвертой — на приставленный к плитке промежуточный профиль. Остальные плитки опираются противоположными сторонами на направляющие и промежуточные профили.
Последний ряд, как и первый, собирается из неполномерных плиток и укороченных по ширине ряда промежуточных профилей. Некоторую трудность составляет укладка последней плитки в последнем ряду. Потолочный массив в конце сборки имеет определенное напряжение, и плитки последнего ряда устанавливаются на место впритирку. Поэтому имеет смысл уменьшить их в размере на 2-3 мм по длине и ширине.
Для устройства в подвесном потолке системы электрического освещения используют осветительные щиты с вмонтированными в них приборами освещения. Размеры щитов 60x60 см. Устанавливаются они в подвесном потолке в намеченном месте вместо облицовочных плит таким же способом, как и сами плиты.
[ http://www.helpmaste.ru/artcl-ustrvo_podvesnuh_potolkov.html]
Пожалуй, самыми популярными сегодня считаются подвесные потолки. Они позволяют:
– скрыть коммуникации, смонтированные на потолке, оставив при этом доступ к электрической проводке, вентиляционному и тепловому оборудованию и пр.;
– встраивать разнообразные осветительные приборы;
– устанавливать системы пожаротушения и вентиляционные решетки;
– выравнивать разноуровневый потолок;
– создавать разноуровневый потолок при изначально плоском базовом потолке;
– улучшать акустику помещений.
В современном строительстве широко используются потолки из минераловатных или минераловолокнистых плит.
Плиточные подвесные потолки состоят из каркаса и плит из мягкого или твердого минерального волокна толщиной 1,5 см и размерами 600 х 600 или 610 х 610 мм. В каталоге фирмы «Armstrong» имеются также плиты 600 х 1200 и 625 х 1250 мм. Однако в наличии они бывают не всегда, и чаще всего их приходится заказывать.
Каркас представляет собой набор металлических реек, соединенных между собой в модульную решетку.
Конструкция подвесного потолка состоит из следующих компонентов:
– несущий каркас из металлических труб, уголков, швеллеров и пр.;
– заполнение (плиты, рейки, листы и пр.).
В качестве несомых элементов подвесного потолка или его заполнения используют гипсовые плиты или ДСП, плиты «Акмигран» и «Акминит», плиты из металлических листов, асбестоцементные листы и др. Для устройства акустических подвесных потолков применяют минераловатные плиты, перфорированные гипсовые и металлические плиты, двуслойные плиты с лицевым перфорированным слоем из минераловатной плиты и ДВП.
Подвесные потолки бывают двух видов:
– плиточные;
– реечные.
Плиточные, в свою очередь, подразделяются на влагостойкие и невлагостойкие. Первые чаще всего используются в ванных комнатах, туалетах и на кухнях. Невлагостойкие потолки в этих помещениях устраивать не рекомендуется, так как спустя какое-то время установленные плитки покоробятся и попросту выйдут из строя.
В этом отношении самыми удобными являются реечные потолки: дело в том, что подвесные реечные потолки изготовлены из алюминия, который не боится влаги.Плиточные подвесные потолки
На российском рынке имеется богатый выбор потолков данного типа. Они различаются не только по цене, но и по качеству и назначению, каждый подвесной потолок имеет свои особенности и отличия.
При покупке подвесного потолка особое внимание следует обратить на стыковку плит с каркасом. Дело в том, что продавцы довольно часто продают каркас одной фирмы-производителя, а плиты – другой. Смонтировать такой потолок очень трудно.
Если удастся это сделать, нет гарантии, что он прослужит долго: такой потолок очень быстро начнет деформироваться. Необходимо следить за тем, чтобы форма кромок плит соответствовала типу каркаса.
Самостоятельно смонтировать подвесной потолок можно только в помещениях небольшой площади. В другом случае, особенно если нет опыта подобной работы, лучше всего воспользоваться услугами профессиональных монтажников.
Подвесные каркасы делятся на 3 вида:
– видимый каркас;
– полускрытый каркас;
– скрытый каркас.
В России наибольшее распространение получили видимые и полускрытые каркасы, что обусловлено низкими ценами и простотой монтажа.
Сами подвесные потолки бывают плоскостные и криволинейные.
Последние удобно монтировать при составлении разноуровневых потолков.
В зависимости от материалов, из которых изготовлены потолочные системы, подвесные потолки делятся на следующие виды:
– потолки из минераловатных плит;
– потолки из минераловолокнистых плит;
– потолки из гипсовых плит;
– зеркальные потолки;
– металлические потолки;
– потолки с искусственным освещением.Общая характеристика потолков из минераловолокнистых плит
Минеральное волокно – экологически чистый материал, обеспечивающий отличную звукоизоляцию и тепло. Однако в помещениях с повышенной влажностью (например, кухнях и ванных комнатах) этот материал использовать не рекомендуется.
После покупки, в том случае, если потолок монтируется не сразу, плиты хранят в помещении с температурой 18–30 °C при относительной влажности 70 %. Однако плиты некоторых фирм-производителей можно устанавливать в помещениях с температурой до 40 °C и влажностью до 95 %.
Плиты чаще всего имеют белый цвет, но некоторые производители выпускают панели, окрашенные в различные цвета. Также плиты можно окрашивать латексными красками, однако при этом огнестойкость данного материала понижается.
Потолки из минераловолокнистых плит имеют различную структуру поверхности: гладкая обладает хорошим светоотражением в помещениях с непрямым освещением, фактурная обеспечивает хорошую звукоизоляцию благодаря незаметным микроотверстиям.Общая характеристика потолков из минераловатных плит
Минераловатные плиты представляют собой панели с высокими шумопоглощающими свойствами. Чаще всего эти плиты называют акустическими. Они обладают следующими свойствами:
– снижают общий уровень шума; коэффициент звукопоглощения варьируется от 75 до 90 %;
– отвечают российским стандартам пожарной безопасности;
– могут использоваться в помещениях с повышенной влажностью воздуха (до 95 %).
Существует около 1000 различных оттенков минераловатных плит. При правильной эксплуатации можно надолго сохранить первоначальный цвет таких потолков.Плиточные потолки из пенополистирола
Самым недорогим и практичным материалом для отделки потолка считается декоративная потолочная плитка из полистирола. С помощью обычных инструментов можно довольно быстро оклеить потолок. При работе с полистирольными плитами необходимо знать некоторые правила. Первое – выбор плиток при покупке. Полистирольные плитки подразделяются на 3 основные группы:
– прессованные (штампованные);
– инжекционные;
– экструдированные.
Прессованные плитки производятся из полос толщиной 6–7 мм, нарезанных из блоков пенополистирола строительного назначения.
Инжекционные получают в пресс-формах формовочно-литьевого автомата путем спекания пенополистирольного сырья. Толщина готовых плит 9–14 мм.
Экструдированные получают из экструдированной полистирольной полосы, окрашенной или покрытой пленкой способом прессования.
Второе правило – геометрически выверенные размеры плитки. Большие погрешности в плитке становятся заметными при отделке потолка.
Правильные размеры чаще всего имеет только инжекционная плитка благодаря технологии производства, в то время как прессованная и экструдированная плитка довольно часто характеризуются некоторыми неточностями в размерах.
Производители экструдированной и прессованной плитки продолжают совершенствовать геометрические размеры изделий и добиваются положительных результатов. Тем не менее при покупке обязательно следует проверять плитки.
Третье правило – просушивание пенополистирольных плиток до монтажа в сухом и теплом помещении в течение 3 дней в распакованном виде, иначе вследствие усадки на потолке между плитками могут появиться щели. В особенности это касается инжекционных плиток.
Четвертое правило – сажать плитки следует только на клей, который после сушки становится прозрачным.Инструменты и материалы для устройства подвесного потолка
Для монтажа подвесного потолка фирмы потребуются следующие инструменты:
– рулетка;
– ножницы по металлу;
– отбивной шнур;
– дрель;
– нож со сменными лезвиями для резки плиток;
– ножовка по металлу.
Инструменты для приклейки пенополистирольных плиток:
– гвозди 70–80 мм для монтажа деревянного каркаса под плиты;
– рулетка;
– отбивной шнур;
– молоток;
– нож со сменными лезвиями для резки плиток;
– ножовка по дереву;
– шпатель для нанесения клеевого состава на плитки.
Для наклеивания декоративных пенополистирольных плиток на любые впитывающие минеральные поверхности используют клей на основе ПВА с наполнителями. При высыхании такой клей имеет серо-белый или кремовый цвет. Поэтому в некоторых случаях необходимо брать другой клей – на основе ПВА, но без наполнителей: такой клей после сушки становится прозрачным. Предварительно деревянный каркас огрунтовывают водным раствором ПВА.
Пенополистирольные плитки отечественного производства «Акмигран» и «Акминит» в основном используют в жилых помещениях. Выпускаются такие плитки в виде квадратов размерами 300 х 300, 600 х 600 и 900 х 900 мм, толщиной 20 мм. Облегченная конструкция, правильная прямоугольная форма, ровная лицевая поверхность делают плитки «Акмигран» и «Акминит» очень удобными для облицовки потолков в домашних условиях.
Лицевая сторона плиток матовая, равномерно окрашенная, может быть гладкой, пористой и с различной фактурой (под пробку, джутовое плетение, рифленой, трещиноватой и т. д.).
Крепят данные плитки на черновой каркас. Для более удобного крепления на боковых гранях плиток имеются пазы и выступы.Облицовка потолка минеральными плитками «Акмигран» и «Акминит» и гипсовыми декоративными плитками
В облицовочных работах по отделке потолка различают два способа: устройство плиточных потолков каркасной конструкции и облицовка плитками потолков бескаркасной конструкции. Устройство плиточных потолков каркасной конструкции предполагает наличие горизонтальных направляющих с подвесками (выполняющими несущую функцию подвесного потолка), заделанными в перекрытия. Монтаж таких направляющих возможен лишь при возведении несущих конструкций здания. Поэтому самостоятельно в домашних условиях такой подвесной потолок устроить технически невозможно.
Произвести облицовку потолка бескаркасной конструкции сможет практически каждый. Облицовочные работы принято вести двумя способами: с устройством чернового каркаса и без него.Устройство плиточного потолка на черновом каркасе
Монтаж конструкции, как и в других случаях, подразделяется на несколько этапов:
– подготовка, разбивка и провешивание поверхности;
– подготовка материала;
– установка плиток.
Подготовка поверхности заключается лишь в ее очистке от пыли, это вызвано больше гигиеническими требованиями, а не технологическими. При подготовке плиток сортируют их по наличию пазов и выступов на боковых гранях, в прорези вставляют закладные крюки, соединенные крепежной скобкой (рис. 21).
Рис. 21. Подготовка плиток для устройства потолка: 1 – облицовочная плитка; 2 – закладные крюки; 3 – крепежная скоба.Разбивку и провешивание поверхности начинают с определения чистого уровня потолка. Для этого гибким уровнем определяют и отмечают линии низа потолка (по ним будут установлены пристенные опорные уголки). Затем с помощью рулетки и угольника на полу помещения определяют продольную и поперечную оси и закрепляют их причальными шнурами; по одну сторону от оси раскладывают плитки, определяя таким образом количество плиток в ряду. Ряды, примыкающие к стенам, заполняют неполномерными плитками.
После этого приступают к сооружению и установке чернового каркаса: для этого в потолке по каждому предполагаемому ряду (с шагом в ряду 1 м) закрепляют стальные штыри так, как это показано на рисунке 22.
Рис. 22. Крепление чернового каркаса к потолку: 1 – отверстие в потолке; 2 – пластмассовая пробка; 3 – стальной штырь с резьбой.В потолке просверливают отверстия и забивают туда пластмассовые пробки от дюбелей или деревянные шпонки, в которые ввинчивают стальные штыри.
На стальных штырях закрепляют стальной пруток, выполняющий роль горизонтальной направляющей для крепления облицовочных плиток. По периметру стен по линиям низа потолка устанавливают опорные уголки. Черновой каркас для облицовки плитками потолка бескаркасной конструкции готов.
Следующий этап – непосредственно облицовка. Закрепив за опорные уголки на противоположных стенах причальный шнур для первого ряда (фиксирующий нижнюю плоскость потолка), от угла помещения начинают установку плит (рис. 23).
Рис. 23 Устройство плиточного потолка с использованием чернового каркаса: 1 – элементы чернового каркаса; 2 – облицовочные плитки; 3 – закладные крюки; 4 – крепежная скоба; 5 – вертикальная подвеска; 6 – согнутая (пружинная) пластина; 7 – пристенный опорный уголок.Первую плитку опирают двумя сторонами на уголки, а угол с установленными крепежными скобами с помощью вертикальной подвески и согнутой (пружинной) пластины крепят к горизонтальной направляющей чернового каркаса. Следующую плитку одной стороной опирают на пристенный опорный уголок, а выступ на ребре другой стороны совмещают с пазом уже установленной плитки. Свободный угол закрепляют (как и в первом случае) на горизонтальной направляющей чернового каркаса. И так далее до окончания ряда.
По ходу работы нужно следить за горизонтальностью плоскости подвесного потолка (для этого и нужен причальный шнур). Положение плиток, имеющих отклонение от горизонтали, регулируют смещением пружинной пластины по вертикальной подвеске.
Установка средних (не пристенных) плиток 2-го и последующих рядов отличается от установки плиток 1-го ряда тем, что 2 их стороны будут опираться не на пристенные уголки, а на пазы на ребрах ранее уложенных плиток.
По окончании облицовочных работ пристенные опорные уголки можно будет закрыть деревянным потолочным плинтусом.Устройство плиточного потолка без чернового каркаса
Подготовка поверхности потолка к укладке плиток и подготовка материала в данном случае полностью аналогичны предварительным работам при устройстве подвесного потолка с использованием чернового каркаса. Непосредственно облицовочные работы отличаются от способа облицовки с применением чернового каркаса весьма значительно.
Для начала по периметру помещения на стенах на уровне чистого потолка закрепляют опорные уголки. В потолке с шагом, равным длине плиток, просверливают отверстия, в которые забивают пластмассовые пробки от дюбелей либо деревянные шпонки. Затем с помощью дюбелей или шурупов ввинчивают в эти пробки или шпонки подвески для установки облицовочных плиток.
Работу начинают от угла помещения. Первую облицовочную плитку устанавливают следующим образом: 2 сторонами опирают на пристенные уголки, а свободный угол плитки надевают крепежной скобой на подвеску. Вторую плитку устанавливают одной стороной на опорный уголок, выступ другой стороны вставляют в паз уже установленной плитки, а свободный угол закрепляют на подвеску аналогично 1-й плитке. Дальнейшую облицовку производят по уже отработанной технологии (рис. 24).
Рис. 24. Устройство плиточного потолка без применения чернового каркаса: 1 – облицовочные плитки; 2 – закладные крюки с крепежной скобой; 3 – подвеска; 4 – шуруп либо дюбель; 5 – пластмассовая пробка или деревянная шпонка; 6 – опорные уголки.Уход за плиточными потолками
Поскольку гипсовые материалы в достаточной степени обладают гигроскопичностью, то их не рекомендуется мыть. Пыль с таких поверхностей удаляют мягкой влажной ветошью, укрепленной на щетке с жесткой щетиной или на венике.
Облицовку в местах отслоения плиток ремонтируют, а треснувшие и сильно загрязненные плитки заменяют новыми (для этого следует оставлять запас материалов). В том случае, если при облицовке потолка были использованы минеральные плитки «Акмигран» и «Акминит», то уход за ними не допускает никакого контакта с водой, приемлема только сухая уборка с помощью пылесоса.Устройство реечных потолков
Реечный подвесной потолок (рис. 25) состоит из алюминиевых реек, загнутых по бокам. В основном в продаже бывают рейки длиной 3 и 4 м. В некоторых фирмах имеются специальные режущие станки, с помощью которых можно отрезать рейку любой длины. Ширина реек – 9, 10, 15, 20 см. Следует сказать, что чаще всего приобретают 10-сантиметровые рейки.
Рис. 25. Устройство реечного подвесного потолка.Другим важным параметром реек для подвесного потолка является их толщина. Чем толще рейка, тем надежнее будет потолок. Самая подходящая толщина для реек – 0,5 мм: этого будет достаточно для того, чтобы потолок не деформировался. Если рейки более тонкие, потолок может погнуться и на нем будут заметны вмятины.
Рейки для подвесных потолков бывают 3 типов:
– открытые;
– закрытые;
– со вставками.
Закрытые рейки (рис. 26) крепят встык, заводя друг за друга, в то время как между открытыми рейками остается небольшой зазор, который, однако, не заметен, если потолок высокий – около 5 м.
Рис. 26. Типы закрытых реек для подвесного потолка.Рейки со вставками (рис. 27) немного напоминают открытые, только расстояние между ними прикрывают узкие алюминиевые полоски.
Рис. 27. Рейки со вставками: а – изнаночная сторона; б – лицевая сторона.Рейки бывают самых разнообразных цветов, однако до сих пор самым популярным цветом остается белый.
При покупке потолка обращают внимание на то, чтобы рейки были упакованы в полиэтиленовую пленку, защищающую материал от царапин и повреждений во время транспортировки. Качественный товар продается именно так. Если потолок не упакован, имеет смысл отказаться от покупки. Все уважающие себя фирмы выпускают потолки на продажу только в полиэтиленовой упаковке.
Реечные потолки бывают открытыми и закрытыми. Основная особенность реечного потолка открытого типа состоит в наличии открытого пространства между декоративными панелями. Такие потолки, как правило, применяют в помещениях с высокими потолками. В обычных жилых помещениях такие потолки устанавливают очень редко, в основном из-за желания создать особое освещение: светильники на потолке должны быть развернуты таким образом, чтобы световой поток не попадал в межпотолочное пространство.
Существует 2 модификации реечных потолков открытого типа (рис. 28): 84 О и 84 О". В основном обе модели отличаются друг от друга шириной зазора между панелями: 6–16 см. Для моделирования таких элементов интерьера, как арки и переходы между разноуровневыми потолками в реечном потолке открытого типа используется стрингер AR.
Рис. 28. Модели потолков открытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.Основное отличие потолка закрытого типа от открытого заключается в отсутствии открытого пространства между декоративными панелями. Потолок закрытого типа полностью скрывает внешние коммуникации – противопожарные, электрическую проводку. Реечные закрытые потолки выпускаются следующих типов (рис. 29): 84R, 15 °C и 84R (V).
Рис. 29. Модели потолков закрытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.
К модели 84R относится профиль шириной 84 мм, с промежуточным профилем п-образной формы, шириной 16 мм.
К модели потолка 84R (V) относят широкий профиль шириной 84 мм, промежуточный профиль v-образной формы, шириной 16 мм. Указанные выше типы подвесных реечных потолков различаются по дизайну, но совмещаются с помощью стрингера R (подвесной системы), одинакового для всех типов. Для моделирования арок, волн и переходов между различными по высоте уровнями в реечном потолке закрытого типа применяется радиусный стрингер AR. Комплект подвесного потолка закрытого типа 150C включает в себя профили шириной 150 мм, крепление которых на стрингер производится стык в стык.Монтаж подвесных реечных потолков
В комплект подвесного потолка входят:
– собственно рейки;
– шина (каркас);
– плинтус.
Также к комплекту прилагается и инструкция по монтажу.
Кроме реек, важной составной частью конструкции является шина, представляющая собой стальную или алюминиевую планку с зубчиками, за которые цепляют рейки. Для каждого типа реек требуется особая шина, чтобы на готовом покрытии не было перекосов, щелей и изгибов. Кроме того, рейки одной фирмы нельзя крепить на шину другой.
Шину с прикрепленными к ней рейками цепляют за подвес, который можно регулировать по высоте. Это очень важная деталь всей конструкции: потолок получил свое название потому, что висит на подвесе. Следует помнить о том, что подвесные реечные потолки занимают достаточно много места (5–11 см высоты), и применение их в квартире с низкими потолками нецелесообразно.
Плинтус – это декоративная деталь, закрывающая стык между стеной и потолком.
Установку реечного подвесного потолка можно осуществить самостоятельно. Особых умений не потребуется. Главное – действовать очень осторожно, придерживаясь инструкции.
В том случае, если требуется объединить потолком два помещения, находящихся на разных уровнях, приобретают изогнутый подвесной реечный потолок (рис. 30).
Рис. 30. Рейки для изогнутого подвесного потолка.Весь ассортимент реечных потолков условно можно разделить на 5 групп:
– металлик;
– матовый;
– глянцевый;
– зеркальный;
– фактурный.
Цветовая гамма реечных потолков представлена 27 оттенками, причем для каждого вида поверхности есть определенное количество оттенков. Так, например, для матового – 9, для глянцевого – 2, для металлика – 10, для зеркального – 4, для фактурного – 2.
Существуют следующие варианты сборки реечных потолков (рис. 31):
– геометрический узор;
– разноуровневый потолок;
– зеркальный;
– комбинированный (совмещение реечного потолка с другими видами отделки, например, гипсокартоном);
– зональное разделение комнат;
– оформление арок;
– моделирование волн.
[ http://stroy-zametki.narod.ru/2_31.html#1]Тематики
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > dropped ceiling
-
11 false ceiling
потолок подвесной
Потолок, прикрепляемый к перекрытию на подвесках
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
подвесной потолок
фальшпотолок
навесной потолок
Потолок, состоящий из съемных и взаимозаменяемых панелей, который создает область между декоративной поверхностью и структурой над ней.
(ISO/IEC 11801)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
Устройство подвесного потолка
Устройство подвесных потолков: 1 — гипсоволоконные плиты; 2 — направляющие Т-профили; 3 — промежуточные Т-профили; 4 — подвески с регулируемыми пластинами; 5 — уровень чистого потолка; 6 — пристенный уголокМонтируя подвесной потолок, сначала производят сборку направляющих профилей. В комплект подвесного потолка входит два вида профилей ( пристенный уголок и Т-образный профиль), а также вертикальные подвески и регулировочные пружинные пластины.
Сначала потолок очищают от грязи, пыли и проводят разметку. С помощью гибкого уровня провешивают и отмечают линию горизонта чистого потолка. Отмечают на всех стенах по периметру потолка точки уровня, а затем соединяют все точки сплошной линией.
Далее проводят разбивку потолка. Так как стандартный размер гипсовых и гипсоволоконных плит 60x60 см, то разметку крепления направляющих профилей проводят на расстоянии 60 см друг от друга. Сначала на полу комнаты проводят черновую раскладку плит, чтобы определять количество плит, помещающихся по длине и ширине комнаты. Если количество плит оказывается целое, то разметку на потолке начинают, отступив от стены на расстояние 60 см. Если же количество плит — дробное, то для симметричного их размещения на потолке первые разметки от стен делают на расстоянии, равном половине остатка длины или ширины комнаты. Например: длина комнаты 500 см, делим на размер плитки 60 см и получаем 8 целых плиток (480 см) и 20 см остатка. Делим остаток пополам, полученные 10 см и есть расстояние, на которое необходимо отступить от стены (по длине комнаты) для разметки первого направляющего профиля. Отметив эту точку (вверху стен1>1 у потолка), отмечают такое же расстояние на противоположной стене. Между этими точками натягивают шнур и вдоль шнура на расстоянии 100 см друг от друга в поверхности потолка просверливают отверстия для креплений профиля. Отступив от первого ряда на 60 см, снова натягивают шнур и вдоль него просверливают отверстия под крепежные аксессуары. Таким образом, передвигая шнур на 60 см от предыдущего размеченного ряда, размечают и высверливают отверстия на всей поверхности потолка. Для крепления пристенных уголков также высверливают в намеченных местах над линией уровня чистого потолка.
Следующим шагом в устройстве потолка будет закрепление пристенного уголка. Длина уголка 360 см, он имеет два ребра, одно из которых содержит многочисленные отверстия для крепления, а второе ребро с наружной стороны покрыто (декорировано) эмалью или винилом. Уголок крепят к стене декорированной стороной вниз. Если длина стены больше длины уголка, то уголок наращивают путем стыковки с отрезком уголка необходимой длины. В углах комнаты профили сопрягают, обрезав декоративное ребро под углом 45°. Раскрой профилей производят ножовкой по металлу. Прикручивают уголок к стенам с помощью шурупов, строго следя за совпадением лицевой стороны уголка с линией уровня чистого потолка.
Далее необходимо подвесить направляющие Т-образные профили. В высверленные отверстия в потолке забивают пластмассовые или деревянные пробки и вкручивают в них крюкообразные дюбеля. Собирают вертикальные подвески, вставляя их по двое в пружинную (Н-образную) пластину, причем с одной стороны вставляют прут-подвеску с петлей, а с другой стороны — подвеску с крюком. Подвеску в сборе петлей набрасывают на крюк дюбеля. Сначала цепляют крайние в ряду подвески, на крюки подвесок цепляют Т-образный профиль лицевой стороной вниз и регулируют с помощью пружинной пластины, поднимая или опуская ее, уровень профиля совмещая с уровнем пристенных уголков — лицевые плоскости уголка и профиля должны совпадать. Если расстояние от стены до стены в направляющих радах больше длины профиля, то второй конец профиля регулируют по высоте с помощью гибкого уровня. Недостающий кусок профиля наращивают, соединив в торец имеющимися на концах профилей замками-защелками.
Отрегулировав уровень профиля на концах, на дюбеля в этом ряду цепляют остальные промежуточные подвески и на их крюки подвешивают весь направляющий профиль. При помощи гибкого уровня проверяют уровень профиля по всей длине, и провисшие места поднимают с помощью регулировки вертикальных подвесок. Таким же способом подвешивают остальные направляющие профили. После подвешивания всех рядов направляющих профилей и окончательной проверки уровня потолка можно приступать к самой облицовке потолка.
В комплект подвесного потолка входят, кроме направляющих, еще промежуточные вставки Т-образного профиля. Длина их 60 см, и предназначены они для поперечного прокладывания между облицовочными плитками в каждом ряду. Поэтому, приступая к облицовке, необходимо приготовить для двух пристенных рядов не только неполномерные плитки, но и в соответствии с шириной этих рядов нарезать прокладочные профили. Для раскроя профилей используют ножовку по металлу, а для нарезки плиток из гипсоволокна — острый нож. Если в длину ряда также не помещается целое количество плиток, то крайние плитки в рядах нарезают, рассчитав остаток в ряду и поделив пополам. Например: длина ряда 350 см делится на 60 см и остаток, равный 50 см, делится на два — 25 см, это ширина всех краевых плиток в каждом ряду.
Укладку плиток начинают с угла комнаты. Берут краевую плитку первого ряда (если краевые ряды и краевые плитки неполномерные, она должна быть по расчетам взятого для примера помещения 10x25 см) и укладывают в углу комнаты, опирая двумя сторонами на уголок и третьей стороной — на направляющий профиль. К четвертой стороне плитки приставляют промежуточный профиль, оперев на пристенный уголок и направляющий профиль.
Следующую плитку укладывают впритык к промежуточному профилю, оперев тремя сторонами на уголок, на промежуточный профиль и на направляющий. Таким образом заполняют весь ряд неполномерными плитками и прокладывают промежуточными неполномерными профилями.
Последняя плитка в ряду должна быть, как и первая, самая маленькая по размеру. Следующие ряды заполняются полномерными плитками и прокладочными профилями и только краевые плитки в рядах неполномерные. Первые плитки последующих рядов опираются одной стороной на пристенный уголок, двумя сторонами — на направляющие профили, а четвертой — на приставленный к плитке промежуточный профиль. Остальные плитки опираются противоположными сторонами на направляющие и промежуточные профили.
Последний ряд, как и первый, собирается из неполномерных плиток и укороченных по ширине ряда промежуточных профилей. Некоторую трудность составляет укладка последней плитки в последнем ряду. Потолочный массив в конце сборки имеет определенное напряжение, и плитки последнего ряда устанавливаются на место впритирку. Поэтому имеет смысл уменьшить их в размере на 2-3 мм по длине и ширине.
Для устройства в подвесном потолке системы электрического освещения используют осветительные щиты с вмонтированными в них приборами освещения. Размеры щитов 60x60 см. Устанавливаются они в подвесном потолке в намеченном месте вместо облицовочных плит таким же способом, как и сами плиты.
[ http://www.helpmaste.ru/artcl-ustrvo_podvesnuh_potolkov.html]
Пожалуй, самыми популярными сегодня считаются подвесные потолки. Они позволяют:
– скрыть коммуникации, смонтированные на потолке, оставив при этом доступ к электрической проводке, вентиляционному и тепловому оборудованию и пр.;
– встраивать разнообразные осветительные приборы;
– устанавливать системы пожаротушения и вентиляционные решетки;
– выравнивать разноуровневый потолок;
– создавать разноуровневый потолок при изначально плоском базовом потолке;
– улучшать акустику помещений.
В современном строительстве широко используются потолки из минераловатных или минераловолокнистых плит.
Плиточные подвесные потолки состоят из каркаса и плит из мягкого или твердого минерального волокна толщиной 1,5 см и размерами 600 х 600 или 610 х 610 мм. В каталоге фирмы «Armstrong» имеются также плиты 600 х 1200 и 625 х 1250 мм. Однако в наличии они бывают не всегда, и чаще всего их приходится заказывать.
Каркас представляет собой набор металлических реек, соединенных между собой в модульную решетку.
Конструкция подвесного потолка состоит из следующих компонентов:
– несущий каркас из металлических труб, уголков, швеллеров и пр.;
– заполнение (плиты, рейки, листы и пр.).
В качестве несомых элементов подвесного потолка или его заполнения используют гипсовые плиты или ДСП, плиты «Акмигран» и «Акминит», плиты из металлических листов, асбестоцементные листы и др. Для устройства акустических подвесных потолков применяют минераловатные плиты, перфорированные гипсовые и металлические плиты, двуслойные плиты с лицевым перфорированным слоем из минераловатной плиты и ДВП.
Подвесные потолки бывают двух видов:
– плиточные;
– реечные.
Плиточные, в свою очередь, подразделяются на влагостойкие и невлагостойкие. Первые чаще всего используются в ванных комнатах, туалетах и на кухнях. Невлагостойкие потолки в этих помещениях устраивать не рекомендуется, так как спустя какое-то время установленные плитки покоробятся и попросту выйдут из строя.
В этом отношении самыми удобными являются реечные потолки: дело в том, что подвесные реечные потолки изготовлены из алюминия, который не боится влаги.Плиточные подвесные потолки
На российском рынке имеется богатый выбор потолков данного типа. Они различаются не только по цене, но и по качеству и назначению, каждый подвесной потолок имеет свои особенности и отличия.
При покупке подвесного потолка особое внимание следует обратить на стыковку плит с каркасом. Дело в том, что продавцы довольно часто продают каркас одной фирмы-производителя, а плиты – другой. Смонтировать такой потолок очень трудно.
Если удастся это сделать, нет гарантии, что он прослужит долго: такой потолок очень быстро начнет деформироваться. Необходимо следить за тем, чтобы форма кромок плит соответствовала типу каркаса.
Самостоятельно смонтировать подвесной потолок можно только в помещениях небольшой площади. В другом случае, особенно если нет опыта подобной работы, лучше всего воспользоваться услугами профессиональных монтажников.
Подвесные каркасы делятся на 3 вида:
– видимый каркас;
– полускрытый каркас;
– скрытый каркас.
В России наибольшее распространение получили видимые и полускрытые каркасы, что обусловлено низкими ценами и простотой монтажа.
Сами подвесные потолки бывают плоскостные и криволинейные.
Последние удобно монтировать при составлении разноуровневых потолков.
В зависимости от материалов, из которых изготовлены потолочные системы, подвесные потолки делятся на следующие виды:
– потолки из минераловатных плит;
– потолки из минераловолокнистых плит;
– потолки из гипсовых плит;
– зеркальные потолки;
– металлические потолки;
– потолки с искусственным освещением.Общая характеристика потолков из минераловолокнистых плит
Минеральное волокно – экологически чистый материал, обеспечивающий отличную звукоизоляцию и тепло. Однако в помещениях с повышенной влажностью (например, кухнях и ванных комнатах) этот материал использовать не рекомендуется.
После покупки, в том случае, если потолок монтируется не сразу, плиты хранят в помещении с температурой 18–30 °C при относительной влажности 70 %. Однако плиты некоторых фирм-производителей можно устанавливать в помещениях с температурой до 40 °C и влажностью до 95 %.
Плиты чаще всего имеют белый цвет, но некоторые производители выпускают панели, окрашенные в различные цвета. Также плиты можно окрашивать латексными красками, однако при этом огнестойкость данного материала понижается.
Потолки из минераловолокнистых плит имеют различную структуру поверхности: гладкая обладает хорошим светоотражением в помещениях с непрямым освещением, фактурная обеспечивает хорошую звукоизоляцию благодаря незаметным микроотверстиям.Общая характеристика потолков из минераловатных плит
Минераловатные плиты представляют собой панели с высокими шумопоглощающими свойствами. Чаще всего эти плиты называют акустическими. Они обладают следующими свойствами:
– снижают общий уровень шума; коэффициент звукопоглощения варьируется от 75 до 90 %;
– отвечают российским стандартам пожарной безопасности;
– могут использоваться в помещениях с повышенной влажностью воздуха (до 95 %).
Существует около 1000 различных оттенков минераловатных плит. При правильной эксплуатации можно надолго сохранить первоначальный цвет таких потолков.Плиточные потолки из пенополистирола
Самым недорогим и практичным материалом для отделки потолка считается декоративная потолочная плитка из полистирола. С помощью обычных инструментов можно довольно быстро оклеить потолок. При работе с полистирольными плитами необходимо знать некоторые правила. Первое – выбор плиток при покупке. Полистирольные плитки подразделяются на 3 основные группы:
– прессованные (штампованные);
– инжекционные;
– экструдированные.
Прессованные плитки производятся из полос толщиной 6–7 мм, нарезанных из блоков пенополистирола строительного назначения.
Инжекционные получают в пресс-формах формовочно-литьевого автомата путем спекания пенополистирольного сырья. Толщина готовых плит 9–14 мм.
Экструдированные получают из экструдированной полистирольной полосы, окрашенной или покрытой пленкой способом прессования.
Второе правило – геометрически выверенные размеры плитки. Большие погрешности в плитке становятся заметными при отделке потолка.
Правильные размеры чаще всего имеет только инжекционная плитка благодаря технологии производства, в то время как прессованная и экструдированная плитка довольно часто характеризуются некоторыми неточностями в размерах.
Производители экструдированной и прессованной плитки продолжают совершенствовать геометрические размеры изделий и добиваются положительных результатов. Тем не менее при покупке обязательно следует проверять плитки.
Третье правило – просушивание пенополистирольных плиток до монтажа в сухом и теплом помещении в течение 3 дней в распакованном виде, иначе вследствие усадки на потолке между плитками могут появиться щели. В особенности это касается инжекционных плиток.
Четвертое правило – сажать плитки следует только на клей, который после сушки становится прозрачным.Инструменты и материалы для устройства подвесного потолка
Для монтажа подвесного потолка фирмы потребуются следующие инструменты:
– рулетка;
– ножницы по металлу;
– отбивной шнур;
– дрель;
– нож со сменными лезвиями для резки плиток;
– ножовка по металлу.
Инструменты для приклейки пенополистирольных плиток:
– гвозди 70–80 мм для монтажа деревянного каркаса под плиты;
– рулетка;
– отбивной шнур;
– молоток;
– нож со сменными лезвиями для резки плиток;
– ножовка по дереву;
– шпатель для нанесения клеевого состава на плитки.
Для наклеивания декоративных пенополистирольных плиток на любые впитывающие минеральные поверхности используют клей на основе ПВА с наполнителями. При высыхании такой клей имеет серо-белый или кремовый цвет. Поэтому в некоторых случаях необходимо брать другой клей – на основе ПВА, но без наполнителей: такой клей после сушки становится прозрачным. Предварительно деревянный каркас огрунтовывают водным раствором ПВА.
Пенополистирольные плитки отечественного производства «Акмигран» и «Акминит» в основном используют в жилых помещениях. Выпускаются такие плитки в виде квадратов размерами 300 х 300, 600 х 600 и 900 х 900 мм, толщиной 20 мм. Облегченная конструкция, правильная прямоугольная форма, ровная лицевая поверхность делают плитки «Акмигран» и «Акминит» очень удобными для облицовки потолков в домашних условиях.
Лицевая сторона плиток матовая, равномерно окрашенная, может быть гладкой, пористой и с различной фактурой (под пробку, джутовое плетение, рифленой, трещиноватой и т. д.).
Крепят данные плитки на черновой каркас. Для более удобного крепления на боковых гранях плиток имеются пазы и выступы.Облицовка потолка минеральными плитками «Акмигран» и «Акминит» и гипсовыми декоративными плитками
В облицовочных работах по отделке потолка различают два способа: устройство плиточных потолков каркасной конструкции и облицовка плитками потолков бескаркасной конструкции. Устройство плиточных потолков каркасной конструкции предполагает наличие горизонтальных направляющих с подвесками (выполняющими несущую функцию подвесного потолка), заделанными в перекрытия. Монтаж таких направляющих возможен лишь при возведении несущих конструкций здания. Поэтому самостоятельно в домашних условиях такой подвесной потолок устроить технически невозможно.
Произвести облицовку потолка бескаркасной конструкции сможет практически каждый. Облицовочные работы принято вести двумя способами: с устройством чернового каркаса и без него.Устройство плиточного потолка на черновом каркасе
Монтаж конструкции, как и в других случаях, подразделяется на несколько этапов:
– подготовка, разбивка и провешивание поверхности;
– подготовка материала;
– установка плиток.
Подготовка поверхности заключается лишь в ее очистке от пыли, это вызвано больше гигиеническими требованиями, а не технологическими. При подготовке плиток сортируют их по наличию пазов и выступов на боковых гранях, в прорези вставляют закладные крюки, соединенные крепежной скобкой (рис. 21).
Рис. 21. Подготовка плиток для устройства потолка: 1 – облицовочная плитка; 2 – закладные крюки; 3 – крепежная скоба.Разбивку и провешивание поверхности начинают с определения чистого уровня потолка. Для этого гибким уровнем определяют и отмечают линии низа потолка (по ним будут установлены пристенные опорные уголки). Затем с помощью рулетки и угольника на полу помещения определяют продольную и поперечную оси и закрепляют их причальными шнурами; по одну сторону от оси раскладывают плитки, определяя таким образом количество плиток в ряду. Ряды, примыкающие к стенам, заполняют неполномерными плитками.
После этого приступают к сооружению и установке чернового каркаса: для этого в потолке по каждому предполагаемому ряду (с шагом в ряду 1 м) закрепляют стальные штыри так, как это показано на рисунке 22.
Рис. 22. Крепление чернового каркаса к потолку: 1 – отверстие в потолке; 2 – пластмассовая пробка; 3 – стальной штырь с резьбой.В потолке просверливают отверстия и забивают туда пластмассовые пробки от дюбелей или деревянные шпонки, в которые ввинчивают стальные штыри.
На стальных штырях закрепляют стальной пруток, выполняющий роль горизонтальной направляющей для крепления облицовочных плиток. По периметру стен по линиям низа потолка устанавливают опорные уголки. Черновой каркас для облицовки плитками потолка бескаркасной конструкции готов.
Следующий этап – непосредственно облицовка. Закрепив за опорные уголки на противоположных стенах причальный шнур для первого ряда (фиксирующий нижнюю плоскость потолка), от угла помещения начинают установку плит (рис. 23).
Рис. 23 Устройство плиточного потолка с использованием чернового каркаса: 1 – элементы чернового каркаса; 2 – облицовочные плитки; 3 – закладные крюки; 4 – крепежная скоба; 5 – вертикальная подвеска; 6 – согнутая (пружинная) пластина; 7 – пристенный опорный уголок.Первую плитку опирают двумя сторонами на уголки, а угол с установленными крепежными скобами с помощью вертикальной подвески и согнутой (пружинной) пластины крепят к горизонтальной направляющей чернового каркаса. Следующую плитку одной стороной опирают на пристенный опорный уголок, а выступ на ребре другой стороны совмещают с пазом уже установленной плитки. Свободный угол закрепляют (как и в первом случае) на горизонтальной направляющей чернового каркаса. И так далее до окончания ряда.
По ходу работы нужно следить за горизонтальностью плоскости подвесного потолка (для этого и нужен причальный шнур). Положение плиток, имеющих отклонение от горизонтали, регулируют смещением пружинной пластины по вертикальной подвеске.
Установка средних (не пристенных) плиток 2-го и последующих рядов отличается от установки плиток 1-го ряда тем, что 2 их стороны будут опираться не на пристенные уголки, а на пазы на ребрах ранее уложенных плиток.
По окончании облицовочных работ пристенные опорные уголки можно будет закрыть деревянным потолочным плинтусом.Устройство плиточного потолка без чернового каркаса
Подготовка поверхности потолка к укладке плиток и подготовка материала в данном случае полностью аналогичны предварительным работам при устройстве подвесного потолка с использованием чернового каркаса. Непосредственно облицовочные работы отличаются от способа облицовки с применением чернового каркаса весьма значительно.
Для начала по периметру помещения на стенах на уровне чистого потолка закрепляют опорные уголки. В потолке с шагом, равным длине плиток, просверливают отверстия, в которые забивают пластмассовые пробки от дюбелей либо деревянные шпонки. Затем с помощью дюбелей или шурупов ввинчивают в эти пробки или шпонки подвески для установки облицовочных плиток.
Работу начинают от угла помещения. Первую облицовочную плитку устанавливают следующим образом: 2 сторонами опирают на пристенные уголки, а свободный угол плитки надевают крепежной скобой на подвеску. Вторую плитку устанавливают одной стороной на опорный уголок, выступ другой стороны вставляют в паз уже установленной плитки, а свободный угол закрепляют на подвеску аналогично 1-й плитке. Дальнейшую облицовку производят по уже отработанной технологии (рис. 24).
Рис. 24. Устройство плиточного потолка без применения чернового каркаса: 1 – облицовочные плитки; 2 – закладные крюки с крепежной скобой; 3 – подвеска; 4 – шуруп либо дюбель; 5 – пластмассовая пробка или деревянная шпонка; 6 – опорные уголки.Уход за плиточными потолками
Поскольку гипсовые материалы в достаточной степени обладают гигроскопичностью, то их не рекомендуется мыть. Пыль с таких поверхностей удаляют мягкой влажной ветошью, укрепленной на щетке с жесткой щетиной или на венике.
Облицовку в местах отслоения плиток ремонтируют, а треснувшие и сильно загрязненные плитки заменяют новыми (для этого следует оставлять запас материалов). В том случае, если при облицовке потолка были использованы минеральные плитки «Акмигран» и «Акминит», то уход за ними не допускает никакого контакта с водой, приемлема только сухая уборка с помощью пылесоса.Устройство реечных потолков
Реечный подвесной потолок (рис. 25) состоит из алюминиевых реек, загнутых по бокам. В основном в продаже бывают рейки длиной 3 и 4 м. В некоторых фирмах имеются специальные режущие станки, с помощью которых можно отрезать рейку любой длины. Ширина реек – 9, 10, 15, 20 см. Следует сказать, что чаще всего приобретают 10-сантиметровые рейки.
Рис. 25. Устройство реечного подвесного потолка.Другим важным параметром реек для подвесного потолка является их толщина. Чем толще рейка, тем надежнее будет потолок. Самая подходящая толщина для реек – 0,5 мм: этого будет достаточно для того, чтобы потолок не деформировался. Если рейки более тонкие, потолок может погнуться и на нем будут заметны вмятины.
Рейки для подвесных потолков бывают 3 типов:
– открытые;
– закрытые;
– со вставками.
Закрытые рейки (рис. 26) крепят встык, заводя друг за друга, в то время как между открытыми рейками остается небольшой зазор, который, однако, не заметен, если потолок высокий – около 5 м.
Рис. 26. Типы закрытых реек для подвесного потолка.Рейки со вставками (рис. 27) немного напоминают открытые, только расстояние между ними прикрывают узкие алюминиевые полоски.
Рис. 27. Рейки со вставками: а – изнаночная сторона; б – лицевая сторона.Рейки бывают самых разнообразных цветов, однако до сих пор самым популярным цветом остается белый.
При покупке потолка обращают внимание на то, чтобы рейки были упакованы в полиэтиленовую пленку, защищающую материал от царапин и повреждений во время транспортировки. Качественный товар продается именно так. Если потолок не упакован, имеет смысл отказаться от покупки. Все уважающие себя фирмы выпускают потолки на продажу только в полиэтиленовой упаковке.
Реечные потолки бывают открытыми и закрытыми. Основная особенность реечного потолка открытого типа состоит в наличии открытого пространства между декоративными панелями. Такие потолки, как правило, применяют в помещениях с высокими потолками. В обычных жилых помещениях такие потолки устанавливают очень редко, в основном из-за желания создать особое освещение: светильники на потолке должны быть развернуты таким образом, чтобы световой поток не попадал в межпотолочное пространство.
Существует 2 модификации реечных потолков открытого типа (рис. 28): 84 О и 84 О". В основном обе модели отличаются друг от друга шириной зазора между панелями: 6–16 см. Для моделирования таких элементов интерьера, как арки и переходы между разноуровневыми потолками в реечном потолке открытого типа используется стрингер AR.
Рис. 28. Модели потолков открытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.Основное отличие потолка закрытого типа от открытого заключается в отсутствии открытого пространства между декоративными панелями. Потолок закрытого типа полностью скрывает внешние коммуникации – противопожарные, электрическую проводку. Реечные закрытые потолки выпускаются следующих типов (рис. 29): 84R, 15 °C и 84R (V).
Рис. 29. Модели потолков закрытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.
К модели 84R относится профиль шириной 84 мм, с промежуточным профилем п-образной формы, шириной 16 мм.
К модели потолка 84R (V) относят широкий профиль шириной 84 мм, промежуточный профиль v-образной формы, шириной 16 мм. Указанные выше типы подвесных реечных потолков различаются по дизайну, но совмещаются с помощью стрингера R (подвесной системы), одинакового для всех типов. Для моделирования арок, волн и переходов между различными по высоте уровнями в реечном потолке закрытого типа применяется радиусный стрингер AR. Комплект подвесного потолка закрытого типа 150C включает в себя профили шириной 150 мм, крепление которых на стрингер производится стык в стык.Монтаж подвесных реечных потолков
В комплект подвесного потолка входят:
– собственно рейки;
– шина (каркас);
– плинтус.
Также к комплекту прилагается и инструкция по монтажу.
Кроме реек, важной составной частью конструкции является шина, представляющая собой стальную или алюминиевую планку с зубчиками, за которые цепляют рейки. Для каждого типа реек требуется особая шина, чтобы на готовом покрытии не было перекосов, щелей и изгибов. Кроме того, рейки одной фирмы нельзя крепить на шину другой.
Шину с прикрепленными к ней рейками цепляют за подвес, который можно регулировать по высоте. Это очень важная деталь всей конструкции: потолок получил свое название потому, что висит на подвесе. Следует помнить о том, что подвесные реечные потолки занимают достаточно много места (5–11 см высоты), и применение их в квартире с низкими потолками нецелесообразно.
Плинтус – это декоративная деталь, закрывающая стык между стеной и потолком.
Установку реечного подвесного потолка можно осуществить самостоятельно. Особых умений не потребуется. Главное – действовать очень осторожно, придерживаясь инструкции.
В том случае, если требуется объединить потолком два помещения, находящихся на разных уровнях, приобретают изогнутый подвесной реечный потолок (рис. 30).
Рис. 30. Рейки для изогнутого подвесного потолка.Весь ассортимент реечных потолков условно можно разделить на 5 групп:
– металлик;
– матовый;
– глянцевый;
– зеркальный;
– фактурный.
Цветовая гамма реечных потолков представлена 27 оттенками, причем для каждого вида поверхности есть определенное количество оттенков. Так, например, для матового – 9, для глянцевого – 2, для металлика – 10, для зеркального – 4, для фактурного – 2.
Существуют следующие варианты сборки реечных потолков (рис. 31):
– геометрический узор;
– разноуровневый потолок;
– зеркальный;
– комбинированный (совмещение реечного потолка с другими видами отделки, например, гипсокартоном);
– зональное разделение комнат;
– оформление арок;
– моделирование волн.
[ http://stroy-zametki.narod.ru/2_31.html#1]Тематики
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > false ceiling
-
12 hung ceiling
потолок подвесной
Потолок, прикрепляемый к перекрытию на подвесках
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
подвесной потолок
фальшпотолок
навесной потолок
Потолок, состоящий из съемных и взаимозаменяемых панелей, который создает область между декоративной поверхностью и структурой над ней.
(ISO/IEC 11801)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
Устройство подвесного потолка
Устройство подвесных потолков: 1 — гипсоволоконные плиты; 2 — направляющие Т-профили; 3 — промежуточные Т-профили; 4 — подвески с регулируемыми пластинами; 5 — уровень чистого потолка; 6 — пристенный уголокМонтируя подвесной потолок, сначала производят сборку направляющих профилей. В комплект подвесного потолка входит два вида профилей ( пристенный уголок и Т-образный профиль), а также вертикальные подвески и регулировочные пружинные пластины.
Сначала потолок очищают от грязи, пыли и проводят разметку. С помощью гибкого уровня провешивают и отмечают линию горизонта чистого потолка. Отмечают на всех стенах по периметру потолка точки уровня, а затем соединяют все точки сплошной линией.
Далее проводят разбивку потолка. Так как стандартный размер гипсовых и гипсоволоконных плит 60x60 см, то разметку крепления направляющих профилей проводят на расстоянии 60 см друг от друга. Сначала на полу комнаты проводят черновую раскладку плит, чтобы определять количество плит, помещающихся по длине и ширине комнаты. Если количество плит оказывается целое, то разметку на потолке начинают, отступив от стены на расстояние 60 см. Если же количество плит — дробное, то для симметричного их размещения на потолке первые разметки от стен делают на расстоянии, равном половине остатка длины или ширины комнаты. Например: длина комнаты 500 см, делим на размер плитки 60 см и получаем 8 целых плиток (480 см) и 20 см остатка. Делим остаток пополам, полученные 10 см и есть расстояние, на которое необходимо отступить от стены (по длине комнаты) для разметки первого направляющего профиля. Отметив эту точку (вверху стен1>1 у потолка), отмечают такое же расстояние на противоположной стене. Между этими точками натягивают шнур и вдоль шнура на расстоянии 100 см друг от друга в поверхности потолка просверливают отверстия для креплений профиля. Отступив от первого ряда на 60 см, снова натягивают шнур и вдоль него просверливают отверстия под крепежные аксессуары. Таким образом, передвигая шнур на 60 см от предыдущего размеченного ряда, размечают и высверливают отверстия на всей поверхности потолка. Для крепления пристенных уголков также высверливают в намеченных местах над линией уровня чистого потолка.
Следующим шагом в устройстве потолка будет закрепление пристенного уголка. Длина уголка 360 см, он имеет два ребра, одно из которых содержит многочисленные отверстия для крепления, а второе ребро с наружной стороны покрыто (декорировано) эмалью или винилом. Уголок крепят к стене декорированной стороной вниз. Если длина стены больше длины уголка, то уголок наращивают путем стыковки с отрезком уголка необходимой длины. В углах комнаты профили сопрягают, обрезав декоративное ребро под углом 45°. Раскрой профилей производят ножовкой по металлу. Прикручивают уголок к стенам с помощью шурупов, строго следя за совпадением лицевой стороны уголка с линией уровня чистого потолка.
Далее необходимо подвесить направляющие Т-образные профили. В высверленные отверстия в потолке забивают пластмассовые или деревянные пробки и вкручивают в них крюкообразные дюбеля. Собирают вертикальные подвески, вставляя их по двое в пружинную (Н-образную) пластину, причем с одной стороны вставляют прут-подвеску с петлей, а с другой стороны — подвеску с крюком. Подвеску в сборе петлей набрасывают на крюк дюбеля. Сначала цепляют крайние в ряду подвески, на крюки подвесок цепляют Т-образный профиль лицевой стороной вниз и регулируют с помощью пружинной пластины, поднимая или опуская ее, уровень профиля совмещая с уровнем пристенных уголков — лицевые плоскости уголка и профиля должны совпадать. Если расстояние от стены до стены в направляющих радах больше длины профиля, то второй конец профиля регулируют по высоте с помощью гибкого уровня. Недостающий кусок профиля наращивают, соединив в торец имеющимися на концах профилей замками-защелками.
Отрегулировав уровень профиля на концах, на дюбеля в этом ряду цепляют остальные промежуточные подвески и на их крюки подвешивают весь направляющий профиль. При помощи гибкого уровня проверяют уровень профиля по всей длине, и провисшие места поднимают с помощью регулировки вертикальных подвесок. Таким же способом подвешивают остальные направляющие профили. После подвешивания всех рядов направляющих профилей и окончательной проверки уровня потолка можно приступать к самой облицовке потолка.
В комплект подвесного потолка входят, кроме направляющих, еще промежуточные вставки Т-образного профиля. Длина их 60 см, и предназначены они для поперечного прокладывания между облицовочными плитками в каждом ряду. Поэтому, приступая к облицовке, необходимо приготовить для двух пристенных рядов не только неполномерные плитки, но и в соответствии с шириной этих рядов нарезать прокладочные профили. Для раскроя профилей используют ножовку по металлу, а для нарезки плиток из гипсоволокна — острый нож. Если в длину ряда также не помещается целое количество плиток, то крайние плитки в рядах нарезают, рассчитав остаток в ряду и поделив пополам. Например: длина ряда 350 см делится на 60 см и остаток, равный 50 см, делится на два — 25 см, это ширина всех краевых плиток в каждом ряду.
Укладку плиток начинают с угла комнаты. Берут краевую плитку первого ряда (если краевые ряды и краевые плитки неполномерные, она должна быть по расчетам взятого для примера помещения 10x25 см) и укладывают в углу комнаты, опирая двумя сторонами на уголок и третьей стороной — на направляющий профиль. К четвертой стороне плитки приставляют промежуточный профиль, оперев на пристенный уголок и направляющий профиль.
Следующую плитку укладывают впритык к промежуточному профилю, оперев тремя сторонами на уголок, на промежуточный профиль и на направляющий. Таким образом заполняют весь ряд неполномерными плитками и прокладывают промежуточными неполномерными профилями.
Последняя плитка в ряду должна быть, как и первая, самая маленькая по размеру. Следующие ряды заполняются полномерными плитками и прокладочными профилями и только краевые плитки в рядах неполномерные. Первые плитки последующих рядов опираются одной стороной на пристенный уголок, двумя сторонами — на направляющие профили, а четвертой — на приставленный к плитке промежуточный профиль. Остальные плитки опираются противоположными сторонами на направляющие и промежуточные профили.
Последний ряд, как и первый, собирается из неполномерных плиток и укороченных по ширине ряда промежуточных профилей. Некоторую трудность составляет укладка последней плитки в последнем ряду. Потолочный массив в конце сборки имеет определенное напряжение, и плитки последнего ряда устанавливаются на место впритирку. Поэтому имеет смысл уменьшить их в размере на 2-3 мм по длине и ширине.
Для устройства в подвесном потолке системы электрического освещения используют осветительные щиты с вмонтированными в них приборами освещения. Размеры щитов 60x60 см. Устанавливаются они в подвесном потолке в намеченном месте вместо облицовочных плит таким же способом, как и сами плиты.
[ http://www.helpmaste.ru/artcl-ustrvo_podvesnuh_potolkov.html]
Пожалуй, самыми популярными сегодня считаются подвесные потолки. Они позволяют:
– скрыть коммуникации, смонтированные на потолке, оставив при этом доступ к электрической проводке, вентиляционному и тепловому оборудованию и пр.;
– встраивать разнообразные осветительные приборы;
– устанавливать системы пожаротушения и вентиляционные решетки;
– выравнивать разноуровневый потолок;
– создавать разноуровневый потолок при изначально плоском базовом потолке;
– улучшать акустику помещений.
В современном строительстве широко используются потолки из минераловатных или минераловолокнистых плит.
Плиточные подвесные потолки состоят из каркаса и плит из мягкого или твердого минерального волокна толщиной 1,5 см и размерами 600 х 600 или 610 х 610 мм. В каталоге фирмы «Armstrong» имеются также плиты 600 х 1200 и 625 х 1250 мм. Однако в наличии они бывают не всегда, и чаще всего их приходится заказывать.
Каркас представляет собой набор металлических реек, соединенных между собой в модульную решетку.
Конструкция подвесного потолка состоит из следующих компонентов:
– несущий каркас из металлических труб, уголков, швеллеров и пр.;
– заполнение (плиты, рейки, листы и пр.).
В качестве несомых элементов подвесного потолка или его заполнения используют гипсовые плиты или ДСП, плиты «Акмигран» и «Акминит», плиты из металлических листов, асбестоцементные листы и др. Для устройства акустических подвесных потолков применяют минераловатные плиты, перфорированные гипсовые и металлические плиты, двуслойные плиты с лицевым перфорированным слоем из минераловатной плиты и ДВП.
Подвесные потолки бывают двух видов:
– плиточные;
– реечные.
Плиточные, в свою очередь, подразделяются на влагостойкие и невлагостойкие. Первые чаще всего используются в ванных комнатах, туалетах и на кухнях. Невлагостойкие потолки в этих помещениях устраивать не рекомендуется, так как спустя какое-то время установленные плитки покоробятся и попросту выйдут из строя.
В этом отношении самыми удобными являются реечные потолки: дело в том, что подвесные реечные потолки изготовлены из алюминия, который не боится влаги.Плиточные подвесные потолки
На российском рынке имеется богатый выбор потолков данного типа. Они различаются не только по цене, но и по качеству и назначению, каждый подвесной потолок имеет свои особенности и отличия.
При покупке подвесного потолка особое внимание следует обратить на стыковку плит с каркасом. Дело в том, что продавцы довольно часто продают каркас одной фирмы-производителя, а плиты – другой. Смонтировать такой потолок очень трудно.
Если удастся это сделать, нет гарантии, что он прослужит долго: такой потолок очень быстро начнет деформироваться. Необходимо следить за тем, чтобы форма кромок плит соответствовала типу каркаса.
Самостоятельно смонтировать подвесной потолок можно только в помещениях небольшой площади. В другом случае, особенно если нет опыта подобной работы, лучше всего воспользоваться услугами профессиональных монтажников.
Подвесные каркасы делятся на 3 вида:
– видимый каркас;
– полускрытый каркас;
– скрытый каркас.
В России наибольшее распространение получили видимые и полускрытые каркасы, что обусловлено низкими ценами и простотой монтажа.
Сами подвесные потолки бывают плоскостные и криволинейные.
Последние удобно монтировать при составлении разноуровневых потолков.
В зависимости от материалов, из которых изготовлены потолочные системы, подвесные потолки делятся на следующие виды:
– потолки из минераловатных плит;
– потолки из минераловолокнистых плит;
– потолки из гипсовых плит;
– зеркальные потолки;
– металлические потолки;
– потолки с искусственным освещением.Общая характеристика потолков из минераловолокнистых плит
Минеральное волокно – экологически чистый материал, обеспечивающий отличную звукоизоляцию и тепло. Однако в помещениях с повышенной влажностью (например, кухнях и ванных комнатах) этот материал использовать не рекомендуется.
После покупки, в том случае, если потолок монтируется не сразу, плиты хранят в помещении с температурой 18–30 °C при относительной влажности 70 %. Однако плиты некоторых фирм-производителей можно устанавливать в помещениях с температурой до 40 °C и влажностью до 95 %.
Плиты чаще всего имеют белый цвет, но некоторые производители выпускают панели, окрашенные в различные цвета. Также плиты можно окрашивать латексными красками, однако при этом огнестойкость данного материала понижается.
Потолки из минераловолокнистых плит имеют различную структуру поверхности: гладкая обладает хорошим светоотражением в помещениях с непрямым освещением, фактурная обеспечивает хорошую звукоизоляцию благодаря незаметным микроотверстиям.Общая характеристика потолков из минераловатных плит
Минераловатные плиты представляют собой панели с высокими шумопоглощающими свойствами. Чаще всего эти плиты называют акустическими. Они обладают следующими свойствами:
– снижают общий уровень шума; коэффициент звукопоглощения варьируется от 75 до 90 %;
– отвечают российским стандартам пожарной безопасности;
– могут использоваться в помещениях с повышенной влажностью воздуха (до 95 %).
Существует около 1000 различных оттенков минераловатных плит. При правильной эксплуатации можно надолго сохранить первоначальный цвет таких потолков.Плиточные потолки из пенополистирола
Самым недорогим и практичным материалом для отделки потолка считается декоративная потолочная плитка из полистирола. С помощью обычных инструментов можно довольно быстро оклеить потолок. При работе с полистирольными плитами необходимо знать некоторые правила. Первое – выбор плиток при покупке. Полистирольные плитки подразделяются на 3 основные группы:
– прессованные (штампованные);
– инжекционные;
– экструдированные.
Прессованные плитки производятся из полос толщиной 6–7 мм, нарезанных из блоков пенополистирола строительного назначения.
Инжекционные получают в пресс-формах формовочно-литьевого автомата путем спекания пенополистирольного сырья. Толщина готовых плит 9–14 мм.
Экструдированные получают из экструдированной полистирольной полосы, окрашенной или покрытой пленкой способом прессования.
Второе правило – геометрически выверенные размеры плитки. Большие погрешности в плитке становятся заметными при отделке потолка.
Правильные размеры чаще всего имеет только инжекционная плитка благодаря технологии производства, в то время как прессованная и экструдированная плитка довольно часто характеризуются некоторыми неточностями в размерах.
Производители экструдированной и прессованной плитки продолжают совершенствовать геометрические размеры изделий и добиваются положительных результатов. Тем не менее при покупке обязательно следует проверять плитки.
Третье правило – просушивание пенополистирольных плиток до монтажа в сухом и теплом помещении в течение 3 дней в распакованном виде, иначе вследствие усадки на потолке между плитками могут появиться щели. В особенности это касается инжекционных плиток.
Четвертое правило – сажать плитки следует только на клей, который после сушки становится прозрачным.Инструменты и материалы для устройства подвесного потолка
Для монтажа подвесного потолка фирмы потребуются следующие инструменты:
– рулетка;
– ножницы по металлу;
– отбивной шнур;
– дрель;
– нож со сменными лезвиями для резки плиток;
– ножовка по металлу.
Инструменты для приклейки пенополистирольных плиток:
– гвозди 70–80 мм для монтажа деревянного каркаса под плиты;
– рулетка;
– отбивной шнур;
– молоток;
– нож со сменными лезвиями для резки плиток;
– ножовка по дереву;
– шпатель для нанесения клеевого состава на плитки.
Для наклеивания декоративных пенополистирольных плиток на любые впитывающие минеральные поверхности используют клей на основе ПВА с наполнителями. При высыхании такой клей имеет серо-белый или кремовый цвет. Поэтому в некоторых случаях необходимо брать другой клей – на основе ПВА, но без наполнителей: такой клей после сушки становится прозрачным. Предварительно деревянный каркас огрунтовывают водным раствором ПВА.
Пенополистирольные плитки отечественного производства «Акмигран» и «Акминит» в основном используют в жилых помещениях. Выпускаются такие плитки в виде квадратов размерами 300 х 300, 600 х 600 и 900 х 900 мм, толщиной 20 мм. Облегченная конструкция, правильная прямоугольная форма, ровная лицевая поверхность делают плитки «Акмигран» и «Акминит» очень удобными для облицовки потолков в домашних условиях.
Лицевая сторона плиток матовая, равномерно окрашенная, может быть гладкой, пористой и с различной фактурой (под пробку, джутовое плетение, рифленой, трещиноватой и т. д.).
Крепят данные плитки на черновой каркас. Для более удобного крепления на боковых гранях плиток имеются пазы и выступы.Облицовка потолка минеральными плитками «Акмигран» и «Акминит» и гипсовыми декоративными плитками
В облицовочных работах по отделке потолка различают два способа: устройство плиточных потолков каркасной конструкции и облицовка плитками потолков бескаркасной конструкции. Устройство плиточных потолков каркасной конструкции предполагает наличие горизонтальных направляющих с подвесками (выполняющими несущую функцию подвесного потолка), заделанными в перекрытия. Монтаж таких направляющих возможен лишь при возведении несущих конструкций здания. Поэтому самостоятельно в домашних условиях такой подвесной потолок устроить технически невозможно.
Произвести облицовку потолка бескаркасной конструкции сможет практически каждый. Облицовочные работы принято вести двумя способами: с устройством чернового каркаса и без него.Устройство плиточного потолка на черновом каркасе
Монтаж конструкции, как и в других случаях, подразделяется на несколько этапов:
– подготовка, разбивка и провешивание поверхности;
– подготовка материала;
– установка плиток.
Подготовка поверхности заключается лишь в ее очистке от пыли, это вызвано больше гигиеническими требованиями, а не технологическими. При подготовке плиток сортируют их по наличию пазов и выступов на боковых гранях, в прорези вставляют закладные крюки, соединенные крепежной скобкой (рис. 21).
Рис. 21. Подготовка плиток для устройства потолка: 1 – облицовочная плитка; 2 – закладные крюки; 3 – крепежная скоба.Разбивку и провешивание поверхности начинают с определения чистого уровня потолка. Для этого гибким уровнем определяют и отмечают линии низа потолка (по ним будут установлены пристенные опорные уголки). Затем с помощью рулетки и угольника на полу помещения определяют продольную и поперечную оси и закрепляют их причальными шнурами; по одну сторону от оси раскладывают плитки, определяя таким образом количество плиток в ряду. Ряды, примыкающие к стенам, заполняют неполномерными плитками.
После этого приступают к сооружению и установке чернового каркаса: для этого в потолке по каждому предполагаемому ряду (с шагом в ряду 1 м) закрепляют стальные штыри так, как это показано на рисунке 22.
Рис. 22. Крепление чернового каркаса к потолку: 1 – отверстие в потолке; 2 – пластмассовая пробка; 3 – стальной штырь с резьбой.В потолке просверливают отверстия и забивают туда пластмассовые пробки от дюбелей или деревянные шпонки, в которые ввинчивают стальные штыри.
На стальных штырях закрепляют стальной пруток, выполняющий роль горизонтальной направляющей для крепления облицовочных плиток. По периметру стен по линиям низа потолка устанавливают опорные уголки. Черновой каркас для облицовки плитками потолка бескаркасной конструкции готов.
Следующий этап – непосредственно облицовка. Закрепив за опорные уголки на противоположных стенах причальный шнур для первого ряда (фиксирующий нижнюю плоскость потолка), от угла помещения начинают установку плит (рис. 23).
Рис. 23 Устройство плиточного потолка с использованием чернового каркаса: 1 – элементы чернового каркаса; 2 – облицовочные плитки; 3 – закладные крюки; 4 – крепежная скоба; 5 – вертикальная подвеска; 6 – согнутая (пружинная) пластина; 7 – пристенный опорный уголок.Первую плитку опирают двумя сторонами на уголки, а угол с установленными крепежными скобами с помощью вертикальной подвески и согнутой (пружинной) пластины крепят к горизонтальной направляющей чернового каркаса. Следующую плитку одной стороной опирают на пристенный опорный уголок, а выступ на ребре другой стороны совмещают с пазом уже установленной плитки. Свободный угол закрепляют (как и в первом случае) на горизонтальной направляющей чернового каркаса. И так далее до окончания ряда.
По ходу работы нужно следить за горизонтальностью плоскости подвесного потолка (для этого и нужен причальный шнур). Положение плиток, имеющих отклонение от горизонтали, регулируют смещением пружинной пластины по вертикальной подвеске.
Установка средних (не пристенных) плиток 2-го и последующих рядов отличается от установки плиток 1-го ряда тем, что 2 их стороны будут опираться не на пристенные уголки, а на пазы на ребрах ранее уложенных плиток.
По окончании облицовочных работ пристенные опорные уголки можно будет закрыть деревянным потолочным плинтусом.Устройство плиточного потолка без чернового каркаса
Подготовка поверхности потолка к укладке плиток и подготовка материала в данном случае полностью аналогичны предварительным работам при устройстве подвесного потолка с использованием чернового каркаса. Непосредственно облицовочные работы отличаются от способа облицовки с применением чернового каркаса весьма значительно.
Для начала по периметру помещения на стенах на уровне чистого потолка закрепляют опорные уголки. В потолке с шагом, равным длине плиток, просверливают отверстия, в которые забивают пластмассовые пробки от дюбелей либо деревянные шпонки. Затем с помощью дюбелей или шурупов ввинчивают в эти пробки или шпонки подвески для установки облицовочных плиток.
Работу начинают от угла помещения. Первую облицовочную плитку устанавливают следующим образом: 2 сторонами опирают на пристенные уголки, а свободный угол плитки надевают крепежной скобой на подвеску. Вторую плитку устанавливают одной стороной на опорный уголок, выступ другой стороны вставляют в паз уже установленной плитки, а свободный угол закрепляют на подвеску аналогично 1-й плитке. Дальнейшую облицовку производят по уже отработанной технологии (рис. 24).
Рис. 24. Устройство плиточного потолка без применения чернового каркаса: 1 – облицовочные плитки; 2 – закладные крюки с крепежной скобой; 3 – подвеска; 4 – шуруп либо дюбель; 5 – пластмассовая пробка или деревянная шпонка; 6 – опорные уголки.Уход за плиточными потолками
Поскольку гипсовые материалы в достаточной степени обладают гигроскопичностью, то их не рекомендуется мыть. Пыль с таких поверхностей удаляют мягкой влажной ветошью, укрепленной на щетке с жесткой щетиной или на венике.
Облицовку в местах отслоения плиток ремонтируют, а треснувшие и сильно загрязненные плитки заменяют новыми (для этого следует оставлять запас материалов). В том случае, если при облицовке потолка были использованы минеральные плитки «Акмигран» и «Акминит», то уход за ними не допускает никакого контакта с водой, приемлема только сухая уборка с помощью пылесоса.Устройство реечных потолков
Реечный подвесной потолок (рис. 25) состоит из алюминиевых реек, загнутых по бокам. В основном в продаже бывают рейки длиной 3 и 4 м. В некоторых фирмах имеются специальные режущие станки, с помощью которых можно отрезать рейку любой длины. Ширина реек – 9, 10, 15, 20 см. Следует сказать, что чаще всего приобретают 10-сантиметровые рейки.
Рис. 25. Устройство реечного подвесного потолка.Другим важным параметром реек для подвесного потолка является их толщина. Чем толще рейка, тем надежнее будет потолок. Самая подходящая толщина для реек – 0,5 мм: этого будет достаточно для того, чтобы потолок не деформировался. Если рейки более тонкие, потолок может погнуться и на нем будут заметны вмятины.
Рейки для подвесных потолков бывают 3 типов:
– открытые;
– закрытые;
– со вставками.
Закрытые рейки (рис. 26) крепят встык, заводя друг за друга, в то время как между открытыми рейками остается небольшой зазор, который, однако, не заметен, если потолок высокий – около 5 м.
Рис. 26. Типы закрытых реек для подвесного потолка.Рейки со вставками (рис. 27) немного напоминают открытые, только расстояние между ними прикрывают узкие алюминиевые полоски.
Рис. 27. Рейки со вставками: а – изнаночная сторона; б – лицевая сторона.Рейки бывают самых разнообразных цветов, однако до сих пор самым популярным цветом остается белый.
При покупке потолка обращают внимание на то, чтобы рейки были упакованы в полиэтиленовую пленку, защищающую материал от царапин и повреждений во время транспортировки. Качественный товар продается именно так. Если потолок не упакован, имеет смысл отказаться от покупки. Все уважающие себя фирмы выпускают потолки на продажу только в полиэтиленовой упаковке.
Реечные потолки бывают открытыми и закрытыми. Основная особенность реечного потолка открытого типа состоит в наличии открытого пространства между декоративными панелями. Такие потолки, как правило, применяют в помещениях с высокими потолками. В обычных жилых помещениях такие потолки устанавливают очень редко, в основном из-за желания создать особое освещение: светильники на потолке должны быть развернуты таким образом, чтобы световой поток не попадал в межпотолочное пространство.
Существует 2 модификации реечных потолков открытого типа (рис. 28): 84 О и 84 О". В основном обе модели отличаются друг от друга шириной зазора между панелями: 6–16 см. Для моделирования таких элементов интерьера, как арки и переходы между разноуровневыми потолками в реечном потолке открытого типа используется стрингер AR.
Рис. 28. Модели потолков открытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.Основное отличие потолка закрытого типа от открытого заключается в отсутствии открытого пространства между декоративными панелями. Потолок закрытого типа полностью скрывает внешние коммуникации – противопожарные, электрическую проводку. Реечные закрытые потолки выпускаются следующих типов (рис. 29): 84R, 15 °C и 84R (V).
Рис. 29. Модели потолков закрытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.
К модели 84R относится профиль шириной 84 мм, с промежуточным профилем п-образной формы, шириной 16 мм.
К модели потолка 84R (V) относят широкий профиль шириной 84 мм, промежуточный профиль v-образной формы, шириной 16 мм. Указанные выше типы подвесных реечных потолков различаются по дизайну, но совмещаются с помощью стрингера R (подвесной системы), одинакового для всех типов. Для моделирования арок, волн и переходов между различными по высоте уровнями в реечном потолке закрытого типа применяется радиусный стрингер AR. Комплект подвесного потолка закрытого типа 150C включает в себя профили шириной 150 мм, крепление которых на стрингер производится стык в стык.Монтаж подвесных реечных потолков
В комплект подвесного потолка входят:
– собственно рейки;
– шина (каркас);
– плинтус.
Также к комплекту прилагается и инструкция по монтажу.
Кроме реек, важной составной частью конструкции является шина, представляющая собой стальную или алюминиевую планку с зубчиками, за которые цепляют рейки. Для каждого типа реек требуется особая шина, чтобы на готовом покрытии не было перекосов, щелей и изгибов. Кроме того, рейки одной фирмы нельзя крепить на шину другой.
Шину с прикрепленными к ней рейками цепляют за подвес, который можно регулировать по высоте. Это очень важная деталь всей конструкции: потолок получил свое название потому, что висит на подвесе. Следует помнить о том, что подвесные реечные потолки занимают достаточно много места (5–11 см высоты), и применение их в квартире с низкими потолками нецелесообразно.
Плинтус – это декоративная деталь, закрывающая стык между стеной и потолком.
Установку реечного подвесного потолка можно осуществить самостоятельно. Особых умений не потребуется. Главное – действовать очень осторожно, придерживаясь инструкции.
В том случае, если требуется объединить потолком два помещения, находящихся на разных уровнях, приобретают изогнутый подвесной реечный потолок (рис. 30).
Рис. 30. Рейки для изогнутого подвесного потолка.Весь ассортимент реечных потолков условно можно разделить на 5 групп:
– металлик;
– матовый;
– глянцевый;
– зеркальный;
– фактурный.
Цветовая гамма реечных потолков представлена 27 оттенками, причем для каждого вида поверхности есть определенное количество оттенков. Так, например, для матового – 9, для глянцевого – 2, для металлика – 10, для зеркального – 4, для фактурного – 2.
Существуют следующие варианты сборки реечных потолков (рис. 31):
– геометрический узор;
– разноуровневый потолок;
– зеркальный;
– комбинированный (совмещение реечного потолка с другими видами отделки, например, гипсокартоном);
– зональное разделение комнат;
– оформление арок;
– моделирование волн.
[ http://stroy-zametki.narod.ru/2_31.html#1]Тематики
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > hung ceiling
-
13 suspended ceiling
потолок подвесной
Потолок, прикрепляемый к перекрытию на подвесках
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
подвесной потолок
фальшпотолок
навесной потолок
Потолок, состоящий из съемных и взаимозаменяемых панелей, который создает область между декоративной поверхностью и структурой над ней.
(ISO/IEC 11801)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
Устройство подвесного потолка
Устройство подвесных потолков: 1 — гипсоволоконные плиты; 2 — направляющие Т-профили; 3 — промежуточные Т-профили; 4 — подвески с регулируемыми пластинами; 5 — уровень чистого потолка; 6 — пристенный уголокМонтируя подвесной потолок, сначала производят сборку направляющих профилей. В комплект подвесного потолка входит два вида профилей ( пристенный уголок и Т-образный профиль), а также вертикальные подвески и регулировочные пружинные пластины.
Сначала потолок очищают от грязи, пыли и проводят разметку. С помощью гибкого уровня провешивают и отмечают линию горизонта чистого потолка. Отмечают на всех стенах по периметру потолка точки уровня, а затем соединяют все точки сплошной линией.
Далее проводят разбивку потолка. Так как стандартный размер гипсовых и гипсоволоконных плит 60x60 см, то разметку крепления направляющих профилей проводят на расстоянии 60 см друг от друга. Сначала на полу комнаты проводят черновую раскладку плит, чтобы определять количество плит, помещающихся по длине и ширине комнаты. Если количество плит оказывается целое, то разметку на потолке начинают, отступив от стены на расстояние 60 см. Если же количество плит — дробное, то для симметричного их размещения на потолке первые разметки от стен делают на расстоянии, равном половине остатка длины или ширины комнаты. Например: длина комнаты 500 см, делим на размер плитки 60 см и получаем 8 целых плиток (480 см) и 20 см остатка. Делим остаток пополам, полученные 10 см и есть расстояние, на которое необходимо отступить от стены (по длине комнаты) для разметки первого направляющего профиля. Отметив эту точку (вверху стен1>1 у потолка), отмечают такое же расстояние на противоположной стене. Между этими точками натягивают шнур и вдоль шнура на расстоянии 100 см друг от друга в поверхности потолка просверливают отверстия для креплений профиля. Отступив от первого ряда на 60 см, снова натягивают шнур и вдоль него просверливают отверстия под крепежные аксессуары. Таким образом, передвигая шнур на 60 см от предыдущего размеченного ряда, размечают и высверливают отверстия на всей поверхности потолка. Для крепления пристенных уголков также высверливают в намеченных местах над линией уровня чистого потолка.
Следующим шагом в устройстве потолка будет закрепление пристенного уголка. Длина уголка 360 см, он имеет два ребра, одно из которых содержит многочисленные отверстия для крепления, а второе ребро с наружной стороны покрыто (декорировано) эмалью или винилом. Уголок крепят к стене декорированной стороной вниз. Если длина стены больше длины уголка, то уголок наращивают путем стыковки с отрезком уголка необходимой длины. В углах комнаты профили сопрягают, обрезав декоративное ребро под углом 45°. Раскрой профилей производят ножовкой по металлу. Прикручивают уголок к стенам с помощью шурупов, строго следя за совпадением лицевой стороны уголка с линией уровня чистого потолка.
Далее необходимо подвесить направляющие Т-образные профили. В высверленные отверстия в потолке забивают пластмассовые или деревянные пробки и вкручивают в них крюкообразные дюбеля. Собирают вертикальные подвески, вставляя их по двое в пружинную (Н-образную) пластину, причем с одной стороны вставляют прут-подвеску с петлей, а с другой стороны — подвеску с крюком. Подвеску в сборе петлей набрасывают на крюк дюбеля. Сначала цепляют крайние в ряду подвески, на крюки подвесок цепляют Т-образный профиль лицевой стороной вниз и регулируют с помощью пружинной пластины, поднимая или опуская ее, уровень профиля совмещая с уровнем пристенных уголков — лицевые плоскости уголка и профиля должны совпадать. Если расстояние от стены до стены в направляющих радах больше длины профиля, то второй конец профиля регулируют по высоте с помощью гибкого уровня. Недостающий кусок профиля наращивают, соединив в торец имеющимися на концах профилей замками-защелками.
Отрегулировав уровень профиля на концах, на дюбеля в этом ряду цепляют остальные промежуточные подвески и на их крюки подвешивают весь направляющий профиль. При помощи гибкого уровня проверяют уровень профиля по всей длине, и провисшие места поднимают с помощью регулировки вертикальных подвесок. Таким же способом подвешивают остальные направляющие профили. После подвешивания всех рядов направляющих профилей и окончательной проверки уровня потолка можно приступать к самой облицовке потолка.
В комплект подвесного потолка входят, кроме направляющих, еще промежуточные вставки Т-образного профиля. Длина их 60 см, и предназначены они для поперечного прокладывания между облицовочными плитками в каждом ряду. Поэтому, приступая к облицовке, необходимо приготовить для двух пристенных рядов не только неполномерные плитки, но и в соответствии с шириной этих рядов нарезать прокладочные профили. Для раскроя профилей используют ножовку по металлу, а для нарезки плиток из гипсоволокна — острый нож. Если в длину ряда также не помещается целое количество плиток, то крайние плитки в рядах нарезают, рассчитав остаток в ряду и поделив пополам. Например: длина ряда 350 см делится на 60 см и остаток, равный 50 см, делится на два — 25 см, это ширина всех краевых плиток в каждом ряду.
Укладку плиток начинают с угла комнаты. Берут краевую плитку первого ряда (если краевые ряды и краевые плитки неполномерные, она должна быть по расчетам взятого для примера помещения 10x25 см) и укладывают в углу комнаты, опирая двумя сторонами на уголок и третьей стороной — на направляющий профиль. К четвертой стороне плитки приставляют промежуточный профиль, оперев на пристенный уголок и направляющий профиль.
Следующую плитку укладывают впритык к промежуточному профилю, оперев тремя сторонами на уголок, на промежуточный профиль и на направляющий. Таким образом заполняют весь ряд неполномерными плитками и прокладывают промежуточными неполномерными профилями.
Последняя плитка в ряду должна быть, как и первая, самая маленькая по размеру. Следующие ряды заполняются полномерными плитками и прокладочными профилями и только краевые плитки в рядах неполномерные. Первые плитки последующих рядов опираются одной стороной на пристенный уголок, двумя сторонами — на направляющие профили, а четвертой — на приставленный к плитке промежуточный профиль. Остальные плитки опираются противоположными сторонами на направляющие и промежуточные профили.
Последний ряд, как и первый, собирается из неполномерных плиток и укороченных по ширине ряда промежуточных профилей. Некоторую трудность составляет укладка последней плитки в последнем ряду. Потолочный массив в конце сборки имеет определенное напряжение, и плитки последнего ряда устанавливаются на место впритирку. Поэтому имеет смысл уменьшить их в размере на 2-3 мм по длине и ширине.
Для устройства в подвесном потолке системы электрического освещения используют осветительные щиты с вмонтированными в них приборами освещения. Размеры щитов 60x60 см. Устанавливаются они в подвесном потолке в намеченном месте вместо облицовочных плит таким же способом, как и сами плиты.
[ http://www.helpmaste.ru/artcl-ustrvo_podvesnuh_potolkov.html]
Пожалуй, самыми популярными сегодня считаются подвесные потолки. Они позволяют:
– скрыть коммуникации, смонтированные на потолке, оставив при этом доступ к электрической проводке, вентиляционному и тепловому оборудованию и пр.;
– встраивать разнообразные осветительные приборы;
– устанавливать системы пожаротушения и вентиляционные решетки;
– выравнивать разноуровневый потолок;
– создавать разноуровневый потолок при изначально плоском базовом потолке;
– улучшать акустику помещений.
В современном строительстве широко используются потолки из минераловатных или минераловолокнистых плит.
Плиточные подвесные потолки состоят из каркаса и плит из мягкого или твердого минерального волокна толщиной 1,5 см и размерами 600 х 600 или 610 х 610 мм. В каталоге фирмы «Armstrong» имеются также плиты 600 х 1200 и 625 х 1250 мм. Однако в наличии они бывают не всегда, и чаще всего их приходится заказывать.
Каркас представляет собой набор металлических реек, соединенных между собой в модульную решетку.
Конструкция подвесного потолка состоит из следующих компонентов:
– несущий каркас из металлических труб, уголков, швеллеров и пр.;
– заполнение (плиты, рейки, листы и пр.).
В качестве несомых элементов подвесного потолка или его заполнения используют гипсовые плиты или ДСП, плиты «Акмигран» и «Акминит», плиты из металлических листов, асбестоцементные листы и др. Для устройства акустических подвесных потолков применяют минераловатные плиты, перфорированные гипсовые и металлические плиты, двуслойные плиты с лицевым перфорированным слоем из минераловатной плиты и ДВП.
Подвесные потолки бывают двух видов:
– плиточные;
– реечные.
Плиточные, в свою очередь, подразделяются на влагостойкие и невлагостойкие. Первые чаще всего используются в ванных комнатах, туалетах и на кухнях. Невлагостойкие потолки в этих помещениях устраивать не рекомендуется, так как спустя какое-то время установленные плитки покоробятся и попросту выйдут из строя.
В этом отношении самыми удобными являются реечные потолки: дело в том, что подвесные реечные потолки изготовлены из алюминия, который не боится влаги.Плиточные подвесные потолки
На российском рынке имеется богатый выбор потолков данного типа. Они различаются не только по цене, но и по качеству и назначению, каждый подвесной потолок имеет свои особенности и отличия.
При покупке подвесного потолка особое внимание следует обратить на стыковку плит с каркасом. Дело в том, что продавцы довольно часто продают каркас одной фирмы-производителя, а плиты – другой. Смонтировать такой потолок очень трудно.
Если удастся это сделать, нет гарантии, что он прослужит долго: такой потолок очень быстро начнет деформироваться. Необходимо следить за тем, чтобы форма кромок плит соответствовала типу каркаса.
Самостоятельно смонтировать подвесной потолок можно только в помещениях небольшой площади. В другом случае, особенно если нет опыта подобной работы, лучше всего воспользоваться услугами профессиональных монтажников.
Подвесные каркасы делятся на 3 вида:
– видимый каркас;
– полускрытый каркас;
– скрытый каркас.
В России наибольшее распространение получили видимые и полускрытые каркасы, что обусловлено низкими ценами и простотой монтажа.
Сами подвесные потолки бывают плоскостные и криволинейные.
Последние удобно монтировать при составлении разноуровневых потолков.
В зависимости от материалов, из которых изготовлены потолочные системы, подвесные потолки делятся на следующие виды:
– потолки из минераловатных плит;
– потолки из минераловолокнистых плит;
– потолки из гипсовых плит;
– зеркальные потолки;
– металлические потолки;
– потолки с искусственным освещением.Общая характеристика потолков из минераловолокнистых плит
Минеральное волокно – экологически чистый материал, обеспечивающий отличную звукоизоляцию и тепло. Однако в помещениях с повышенной влажностью (например, кухнях и ванных комнатах) этот материал использовать не рекомендуется.
После покупки, в том случае, если потолок монтируется не сразу, плиты хранят в помещении с температурой 18–30 °C при относительной влажности 70 %. Однако плиты некоторых фирм-производителей можно устанавливать в помещениях с температурой до 40 °C и влажностью до 95 %.
Плиты чаще всего имеют белый цвет, но некоторые производители выпускают панели, окрашенные в различные цвета. Также плиты можно окрашивать латексными красками, однако при этом огнестойкость данного материала понижается.
Потолки из минераловолокнистых плит имеют различную структуру поверхности: гладкая обладает хорошим светоотражением в помещениях с непрямым освещением, фактурная обеспечивает хорошую звукоизоляцию благодаря незаметным микроотверстиям.Общая характеристика потолков из минераловатных плит
Минераловатные плиты представляют собой панели с высокими шумопоглощающими свойствами. Чаще всего эти плиты называют акустическими. Они обладают следующими свойствами:
– снижают общий уровень шума; коэффициент звукопоглощения варьируется от 75 до 90 %;
– отвечают российским стандартам пожарной безопасности;
– могут использоваться в помещениях с повышенной влажностью воздуха (до 95 %).
Существует около 1000 различных оттенков минераловатных плит. При правильной эксплуатации можно надолго сохранить первоначальный цвет таких потолков.Плиточные потолки из пенополистирола
Самым недорогим и практичным материалом для отделки потолка считается декоративная потолочная плитка из полистирола. С помощью обычных инструментов можно довольно быстро оклеить потолок. При работе с полистирольными плитами необходимо знать некоторые правила. Первое – выбор плиток при покупке. Полистирольные плитки подразделяются на 3 основные группы:
– прессованные (штампованные);
– инжекционные;
– экструдированные.
Прессованные плитки производятся из полос толщиной 6–7 мм, нарезанных из блоков пенополистирола строительного назначения.
Инжекционные получают в пресс-формах формовочно-литьевого автомата путем спекания пенополистирольного сырья. Толщина готовых плит 9–14 мм.
Экструдированные получают из экструдированной полистирольной полосы, окрашенной или покрытой пленкой способом прессования.
Второе правило – геометрически выверенные размеры плитки. Большие погрешности в плитке становятся заметными при отделке потолка.
Правильные размеры чаще всего имеет только инжекционная плитка благодаря технологии производства, в то время как прессованная и экструдированная плитка довольно часто характеризуются некоторыми неточностями в размерах.
Производители экструдированной и прессованной плитки продолжают совершенствовать геометрические размеры изделий и добиваются положительных результатов. Тем не менее при покупке обязательно следует проверять плитки.
Третье правило – просушивание пенополистирольных плиток до монтажа в сухом и теплом помещении в течение 3 дней в распакованном виде, иначе вследствие усадки на потолке между плитками могут появиться щели. В особенности это касается инжекционных плиток.
Четвертое правило – сажать плитки следует только на клей, который после сушки становится прозрачным.Инструменты и материалы для устройства подвесного потолка
Для монтажа подвесного потолка фирмы потребуются следующие инструменты:
– рулетка;
– ножницы по металлу;
– отбивной шнур;
– дрель;
– нож со сменными лезвиями для резки плиток;
– ножовка по металлу.
Инструменты для приклейки пенополистирольных плиток:
– гвозди 70–80 мм для монтажа деревянного каркаса под плиты;
– рулетка;
– отбивной шнур;
– молоток;
– нож со сменными лезвиями для резки плиток;
– ножовка по дереву;
– шпатель для нанесения клеевого состава на плитки.
Для наклеивания декоративных пенополистирольных плиток на любые впитывающие минеральные поверхности используют клей на основе ПВА с наполнителями. При высыхании такой клей имеет серо-белый или кремовый цвет. Поэтому в некоторых случаях необходимо брать другой клей – на основе ПВА, но без наполнителей: такой клей после сушки становится прозрачным. Предварительно деревянный каркас огрунтовывают водным раствором ПВА.
Пенополистирольные плитки отечественного производства «Акмигран» и «Акминит» в основном используют в жилых помещениях. Выпускаются такие плитки в виде квадратов размерами 300 х 300, 600 х 600 и 900 х 900 мм, толщиной 20 мм. Облегченная конструкция, правильная прямоугольная форма, ровная лицевая поверхность делают плитки «Акмигран» и «Акминит» очень удобными для облицовки потолков в домашних условиях.
Лицевая сторона плиток матовая, равномерно окрашенная, может быть гладкой, пористой и с различной фактурой (под пробку, джутовое плетение, рифленой, трещиноватой и т. д.).
Крепят данные плитки на черновой каркас. Для более удобного крепления на боковых гранях плиток имеются пазы и выступы.Облицовка потолка минеральными плитками «Акмигран» и «Акминит» и гипсовыми декоративными плитками
В облицовочных работах по отделке потолка различают два способа: устройство плиточных потолков каркасной конструкции и облицовка плитками потолков бескаркасной конструкции. Устройство плиточных потолков каркасной конструкции предполагает наличие горизонтальных направляющих с подвесками (выполняющими несущую функцию подвесного потолка), заделанными в перекрытия. Монтаж таких направляющих возможен лишь при возведении несущих конструкций здания. Поэтому самостоятельно в домашних условиях такой подвесной потолок устроить технически невозможно.
Произвести облицовку потолка бескаркасной конструкции сможет практически каждый. Облицовочные работы принято вести двумя способами: с устройством чернового каркаса и без него.Устройство плиточного потолка на черновом каркасе
Монтаж конструкции, как и в других случаях, подразделяется на несколько этапов:
– подготовка, разбивка и провешивание поверхности;
– подготовка материала;
– установка плиток.
Подготовка поверхности заключается лишь в ее очистке от пыли, это вызвано больше гигиеническими требованиями, а не технологическими. При подготовке плиток сортируют их по наличию пазов и выступов на боковых гранях, в прорези вставляют закладные крюки, соединенные крепежной скобкой (рис. 21).
Рис. 21. Подготовка плиток для устройства потолка: 1 – облицовочная плитка; 2 – закладные крюки; 3 – крепежная скоба.Разбивку и провешивание поверхности начинают с определения чистого уровня потолка. Для этого гибким уровнем определяют и отмечают линии низа потолка (по ним будут установлены пристенные опорные уголки). Затем с помощью рулетки и угольника на полу помещения определяют продольную и поперечную оси и закрепляют их причальными шнурами; по одну сторону от оси раскладывают плитки, определяя таким образом количество плиток в ряду. Ряды, примыкающие к стенам, заполняют неполномерными плитками.
После этого приступают к сооружению и установке чернового каркаса: для этого в потолке по каждому предполагаемому ряду (с шагом в ряду 1 м) закрепляют стальные штыри так, как это показано на рисунке 22.
Рис. 22. Крепление чернового каркаса к потолку: 1 – отверстие в потолке; 2 – пластмассовая пробка; 3 – стальной штырь с резьбой.В потолке просверливают отверстия и забивают туда пластмассовые пробки от дюбелей или деревянные шпонки, в которые ввинчивают стальные штыри.
На стальных штырях закрепляют стальной пруток, выполняющий роль горизонтальной направляющей для крепления облицовочных плиток. По периметру стен по линиям низа потолка устанавливают опорные уголки. Черновой каркас для облицовки плитками потолка бескаркасной конструкции готов.
Следующий этап – непосредственно облицовка. Закрепив за опорные уголки на противоположных стенах причальный шнур для первого ряда (фиксирующий нижнюю плоскость потолка), от угла помещения начинают установку плит (рис. 23).
Рис. 23 Устройство плиточного потолка с использованием чернового каркаса: 1 – элементы чернового каркаса; 2 – облицовочные плитки; 3 – закладные крюки; 4 – крепежная скоба; 5 – вертикальная подвеска; 6 – согнутая (пружинная) пластина; 7 – пристенный опорный уголок.Первую плитку опирают двумя сторонами на уголки, а угол с установленными крепежными скобами с помощью вертикальной подвески и согнутой (пружинной) пластины крепят к горизонтальной направляющей чернового каркаса. Следующую плитку одной стороной опирают на пристенный опорный уголок, а выступ на ребре другой стороны совмещают с пазом уже установленной плитки. Свободный угол закрепляют (как и в первом случае) на горизонтальной направляющей чернового каркаса. И так далее до окончания ряда.
По ходу работы нужно следить за горизонтальностью плоскости подвесного потолка (для этого и нужен причальный шнур). Положение плиток, имеющих отклонение от горизонтали, регулируют смещением пружинной пластины по вертикальной подвеске.
Установка средних (не пристенных) плиток 2-го и последующих рядов отличается от установки плиток 1-го ряда тем, что 2 их стороны будут опираться не на пристенные уголки, а на пазы на ребрах ранее уложенных плиток.
По окончании облицовочных работ пристенные опорные уголки можно будет закрыть деревянным потолочным плинтусом.Устройство плиточного потолка без чернового каркаса
Подготовка поверхности потолка к укладке плиток и подготовка материала в данном случае полностью аналогичны предварительным работам при устройстве подвесного потолка с использованием чернового каркаса. Непосредственно облицовочные работы отличаются от способа облицовки с применением чернового каркаса весьма значительно.
Для начала по периметру помещения на стенах на уровне чистого потолка закрепляют опорные уголки. В потолке с шагом, равным длине плиток, просверливают отверстия, в которые забивают пластмассовые пробки от дюбелей либо деревянные шпонки. Затем с помощью дюбелей или шурупов ввинчивают в эти пробки или шпонки подвески для установки облицовочных плиток.
Работу начинают от угла помещения. Первую облицовочную плитку устанавливают следующим образом: 2 сторонами опирают на пристенные уголки, а свободный угол плитки надевают крепежной скобой на подвеску. Вторую плитку устанавливают одной стороной на опорный уголок, выступ другой стороны вставляют в паз уже установленной плитки, а свободный угол закрепляют на подвеску аналогично 1-й плитке. Дальнейшую облицовку производят по уже отработанной технологии (рис. 24).
Рис. 24. Устройство плиточного потолка без применения чернового каркаса: 1 – облицовочные плитки; 2 – закладные крюки с крепежной скобой; 3 – подвеска; 4 – шуруп либо дюбель; 5 – пластмассовая пробка или деревянная шпонка; 6 – опорные уголки.Уход за плиточными потолками
Поскольку гипсовые материалы в достаточной степени обладают гигроскопичностью, то их не рекомендуется мыть. Пыль с таких поверхностей удаляют мягкой влажной ветошью, укрепленной на щетке с жесткой щетиной или на венике.
Облицовку в местах отслоения плиток ремонтируют, а треснувшие и сильно загрязненные плитки заменяют новыми (для этого следует оставлять запас материалов). В том случае, если при облицовке потолка были использованы минеральные плитки «Акмигран» и «Акминит», то уход за ними не допускает никакого контакта с водой, приемлема только сухая уборка с помощью пылесоса.Устройство реечных потолков
Реечный подвесной потолок (рис. 25) состоит из алюминиевых реек, загнутых по бокам. В основном в продаже бывают рейки длиной 3 и 4 м. В некоторых фирмах имеются специальные режущие станки, с помощью которых можно отрезать рейку любой длины. Ширина реек – 9, 10, 15, 20 см. Следует сказать, что чаще всего приобретают 10-сантиметровые рейки.
Рис. 25. Устройство реечного подвесного потолка.Другим важным параметром реек для подвесного потолка является их толщина. Чем толще рейка, тем надежнее будет потолок. Самая подходящая толщина для реек – 0,5 мм: этого будет достаточно для того, чтобы потолок не деформировался. Если рейки более тонкие, потолок может погнуться и на нем будут заметны вмятины.
Рейки для подвесных потолков бывают 3 типов:
– открытые;
– закрытые;
– со вставками.
Закрытые рейки (рис. 26) крепят встык, заводя друг за друга, в то время как между открытыми рейками остается небольшой зазор, который, однако, не заметен, если потолок высокий – около 5 м.
Рис. 26. Типы закрытых реек для подвесного потолка.Рейки со вставками (рис. 27) немного напоминают открытые, только расстояние между ними прикрывают узкие алюминиевые полоски.
Рис. 27. Рейки со вставками: а – изнаночная сторона; б – лицевая сторона.Рейки бывают самых разнообразных цветов, однако до сих пор самым популярным цветом остается белый.
При покупке потолка обращают внимание на то, чтобы рейки были упакованы в полиэтиленовую пленку, защищающую материал от царапин и повреждений во время транспортировки. Качественный товар продается именно так. Если потолок не упакован, имеет смысл отказаться от покупки. Все уважающие себя фирмы выпускают потолки на продажу только в полиэтиленовой упаковке.
Реечные потолки бывают открытыми и закрытыми. Основная особенность реечного потолка открытого типа состоит в наличии открытого пространства между декоративными панелями. Такие потолки, как правило, применяют в помещениях с высокими потолками. В обычных жилых помещениях такие потолки устанавливают очень редко, в основном из-за желания создать особое освещение: светильники на потолке должны быть развернуты таким образом, чтобы световой поток не попадал в межпотолочное пространство.
Существует 2 модификации реечных потолков открытого типа (рис. 28): 84 О и 84 О". В основном обе модели отличаются друг от друга шириной зазора между панелями: 6–16 см. Для моделирования таких элементов интерьера, как арки и переходы между разноуровневыми потолками в реечном потолке открытого типа используется стрингер AR.
Рис. 28. Модели потолков открытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.Основное отличие потолка закрытого типа от открытого заключается в отсутствии открытого пространства между декоративными панелями. Потолок закрытого типа полностью скрывает внешние коммуникации – противопожарные, электрическую проводку. Реечные закрытые потолки выпускаются следующих типов (рис. 29): 84R, 15 °C и 84R (V).
Рис. 29. Модели потолков закрытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.
К модели 84R относится профиль шириной 84 мм, с промежуточным профилем п-образной формы, шириной 16 мм.
К модели потолка 84R (V) относят широкий профиль шириной 84 мм, промежуточный профиль v-образной формы, шириной 16 мм. Указанные выше типы подвесных реечных потолков различаются по дизайну, но совмещаются с помощью стрингера R (подвесной системы), одинакового для всех типов. Для моделирования арок, волн и переходов между различными по высоте уровнями в реечном потолке закрытого типа применяется радиусный стрингер AR. Комплект подвесного потолка закрытого типа 150C включает в себя профили шириной 150 мм, крепление которых на стрингер производится стык в стык.Монтаж подвесных реечных потолков
В комплект подвесного потолка входят:
– собственно рейки;
– шина (каркас);
– плинтус.
Также к комплекту прилагается и инструкция по монтажу.
Кроме реек, важной составной частью конструкции является шина, представляющая собой стальную или алюминиевую планку с зубчиками, за которые цепляют рейки. Для каждого типа реек требуется особая шина, чтобы на готовом покрытии не было перекосов, щелей и изгибов. Кроме того, рейки одной фирмы нельзя крепить на шину другой.
Шину с прикрепленными к ней рейками цепляют за подвес, который можно регулировать по высоте. Это очень важная деталь всей конструкции: потолок получил свое название потому, что висит на подвесе. Следует помнить о том, что подвесные реечные потолки занимают достаточно много места (5–11 см высоты), и применение их в квартире с низкими потолками нецелесообразно.
Плинтус – это декоративная деталь, закрывающая стык между стеной и потолком.
Установку реечного подвесного потолка можно осуществить самостоятельно. Особых умений не потребуется. Главное – действовать очень осторожно, придерживаясь инструкции.
В том случае, если требуется объединить потолком два помещения, находящихся на разных уровнях, приобретают изогнутый подвесной реечный потолок (рис. 30).
Рис. 30. Рейки для изогнутого подвесного потолка.Весь ассортимент реечных потолков условно можно разделить на 5 групп:
– металлик;
– матовый;
– глянцевый;
– зеркальный;
– фактурный.
Цветовая гамма реечных потолков представлена 27 оттенками, причем для каждого вида поверхности есть определенное количество оттенков. Так, например, для матового – 9, для глянцевого – 2, для металлика – 10, для зеркального – 4, для фактурного – 2.
Существуют следующие варианты сборки реечных потолков (рис. 31):
– геометрический узор;
– разноуровневый потолок;
– зеркальный;
– комбинированный (совмещение реечного потолка с другими видами отделки, например, гипсокартоном);
– зональное разделение комнат;
– оформление арок;
– моделирование волн.
[ http://stroy-zametki.narod.ru/2_31.html#1]Тематики
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > suspended ceiling
-
14 underroof
потолок подвесной
Потолок, прикрепляемый к перекрытию на подвесках
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
подвесной потолок
фальшпотолок
навесной потолок
Потолок, состоящий из съемных и взаимозаменяемых панелей, который создает область между декоративной поверхностью и структурой над ней.
(ISO/IEC 11801)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
Устройство подвесного потолка
Устройство подвесных потолков: 1 — гипсоволоконные плиты; 2 — направляющие Т-профили; 3 — промежуточные Т-профили; 4 — подвески с регулируемыми пластинами; 5 — уровень чистого потолка; 6 — пристенный уголокМонтируя подвесной потолок, сначала производят сборку направляющих профилей. В комплект подвесного потолка входит два вида профилей ( пристенный уголок и Т-образный профиль), а также вертикальные подвески и регулировочные пружинные пластины.
Сначала потолок очищают от грязи, пыли и проводят разметку. С помощью гибкого уровня провешивают и отмечают линию горизонта чистого потолка. Отмечают на всех стенах по периметру потолка точки уровня, а затем соединяют все точки сплошной линией.
Далее проводят разбивку потолка. Так как стандартный размер гипсовых и гипсоволоконных плит 60x60 см, то разметку крепления направляющих профилей проводят на расстоянии 60 см друг от друга. Сначала на полу комнаты проводят черновую раскладку плит, чтобы определять количество плит, помещающихся по длине и ширине комнаты. Если количество плит оказывается целое, то разметку на потолке начинают, отступив от стены на расстояние 60 см. Если же количество плит — дробное, то для симметричного их размещения на потолке первые разметки от стен делают на расстоянии, равном половине остатка длины или ширины комнаты. Например: длина комнаты 500 см, делим на размер плитки 60 см и получаем 8 целых плиток (480 см) и 20 см остатка. Делим остаток пополам, полученные 10 см и есть расстояние, на которое необходимо отступить от стены (по длине комнаты) для разметки первого направляющего профиля. Отметив эту точку (вверху стен1>1 у потолка), отмечают такое же расстояние на противоположной стене. Между этими точками натягивают шнур и вдоль шнура на расстоянии 100 см друг от друга в поверхности потолка просверливают отверстия для креплений профиля. Отступив от первого ряда на 60 см, снова натягивают шнур и вдоль него просверливают отверстия под крепежные аксессуары. Таким образом, передвигая шнур на 60 см от предыдущего размеченного ряда, размечают и высверливают отверстия на всей поверхности потолка. Для крепления пристенных уголков также высверливают в намеченных местах над линией уровня чистого потолка.
Следующим шагом в устройстве потолка будет закрепление пристенного уголка. Длина уголка 360 см, он имеет два ребра, одно из которых содержит многочисленные отверстия для крепления, а второе ребро с наружной стороны покрыто (декорировано) эмалью или винилом. Уголок крепят к стене декорированной стороной вниз. Если длина стены больше длины уголка, то уголок наращивают путем стыковки с отрезком уголка необходимой длины. В углах комнаты профили сопрягают, обрезав декоративное ребро под углом 45°. Раскрой профилей производят ножовкой по металлу. Прикручивают уголок к стенам с помощью шурупов, строго следя за совпадением лицевой стороны уголка с линией уровня чистого потолка.
Далее необходимо подвесить направляющие Т-образные профили. В высверленные отверстия в потолке забивают пластмассовые или деревянные пробки и вкручивают в них крюкообразные дюбеля. Собирают вертикальные подвески, вставляя их по двое в пружинную (Н-образную) пластину, причем с одной стороны вставляют прут-подвеску с петлей, а с другой стороны — подвеску с крюком. Подвеску в сборе петлей набрасывают на крюк дюбеля. Сначала цепляют крайние в ряду подвески, на крюки подвесок цепляют Т-образный профиль лицевой стороной вниз и регулируют с помощью пружинной пластины, поднимая или опуская ее, уровень профиля совмещая с уровнем пристенных уголков — лицевые плоскости уголка и профиля должны совпадать. Если расстояние от стены до стены в направляющих радах больше длины профиля, то второй конец профиля регулируют по высоте с помощью гибкого уровня. Недостающий кусок профиля наращивают, соединив в торец имеющимися на концах профилей замками-защелками.
Отрегулировав уровень профиля на концах, на дюбеля в этом ряду цепляют остальные промежуточные подвески и на их крюки подвешивают весь направляющий профиль. При помощи гибкого уровня проверяют уровень профиля по всей длине, и провисшие места поднимают с помощью регулировки вертикальных подвесок. Таким же способом подвешивают остальные направляющие профили. После подвешивания всех рядов направляющих профилей и окончательной проверки уровня потолка можно приступать к самой облицовке потолка.
В комплект подвесного потолка входят, кроме направляющих, еще промежуточные вставки Т-образного профиля. Длина их 60 см, и предназначены они для поперечного прокладывания между облицовочными плитками в каждом ряду. Поэтому, приступая к облицовке, необходимо приготовить для двух пристенных рядов не только неполномерные плитки, но и в соответствии с шириной этих рядов нарезать прокладочные профили. Для раскроя профилей используют ножовку по металлу, а для нарезки плиток из гипсоволокна — острый нож. Если в длину ряда также не помещается целое количество плиток, то крайние плитки в рядах нарезают, рассчитав остаток в ряду и поделив пополам. Например: длина ряда 350 см делится на 60 см и остаток, равный 50 см, делится на два — 25 см, это ширина всех краевых плиток в каждом ряду.
Укладку плиток начинают с угла комнаты. Берут краевую плитку первого ряда (если краевые ряды и краевые плитки неполномерные, она должна быть по расчетам взятого для примера помещения 10x25 см) и укладывают в углу комнаты, опирая двумя сторонами на уголок и третьей стороной — на направляющий профиль. К четвертой стороне плитки приставляют промежуточный профиль, оперев на пристенный уголок и направляющий профиль.
Следующую плитку укладывают впритык к промежуточному профилю, оперев тремя сторонами на уголок, на промежуточный профиль и на направляющий. Таким образом заполняют весь ряд неполномерными плитками и прокладывают промежуточными неполномерными профилями.
Последняя плитка в ряду должна быть, как и первая, самая маленькая по размеру. Следующие ряды заполняются полномерными плитками и прокладочными профилями и только краевые плитки в рядах неполномерные. Первые плитки последующих рядов опираются одной стороной на пристенный уголок, двумя сторонами — на направляющие профили, а четвертой — на приставленный к плитке промежуточный профиль. Остальные плитки опираются противоположными сторонами на направляющие и промежуточные профили.
Последний ряд, как и первый, собирается из неполномерных плиток и укороченных по ширине ряда промежуточных профилей. Некоторую трудность составляет укладка последней плитки в последнем ряду. Потолочный массив в конце сборки имеет определенное напряжение, и плитки последнего ряда устанавливаются на место впритирку. Поэтому имеет смысл уменьшить их в размере на 2-3 мм по длине и ширине.
Для устройства в подвесном потолке системы электрического освещения используют осветительные щиты с вмонтированными в них приборами освещения. Размеры щитов 60x60 см. Устанавливаются они в подвесном потолке в намеченном месте вместо облицовочных плит таким же способом, как и сами плиты.
[ http://www.helpmaste.ru/artcl-ustrvo_podvesnuh_potolkov.html]
Пожалуй, самыми популярными сегодня считаются подвесные потолки. Они позволяют:
– скрыть коммуникации, смонтированные на потолке, оставив при этом доступ к электрической проводке, вентиляционному и тепловому оборудованию и пр.;
– встраивать разнообразные осветительные приборы;
– устанавливать системы пожаротушения и вентиляционные решетки;
– выравнивать разноуровневый потолок;
– создавать разноуровневый потолок при изначально плоском базовом потолке;
– улучшать акустику помещений.
В современном строительстве широко используются потолки из минераловатных или минераловолокнистых плит.
Плиточные подвесные потолки состоят из каркаса и плит из мягкого или твердого минерального волокна толщиной 1,5 см и размерами 600 х 600 или 610 х 610 мм. В каталоге фирмы «Armstrong» имеются также плиты 600 х 1200 и 625 х 1250 мм. Однако в наличии они бывают не всегда, и чаще всего их приходится заказывать.
Каркас представляет собой набор металлических реек, соединенных между собой в модульную решетку.
Конструкция подвесного потолка состоит из следующих компонентов:
– несущий каркас из металлических труб, уголков, швеллеров и пр.;
– заполнение (плиты, рейки, листы и пр.).
В качестве несомых элементов подвесного потолка или его заполнения используют гипсовые плиты или ДСП, плиты «Акмигран» и «Акминит», плиты из металлических листов, асбестоцементные листы и др. Для устройства акустических подвесных потолков применяют минераловатные плиты, перфорированные гипсовые и металлические плиты, двуслойные плиты с лицевым перфорированным слоем из минераловатной плиты и ДВП.
Подвесные потолки бывают двух видов:
– плиточные;
– реечные.
Плиточные, в свою очередь, подразделяются на влагостойкие и невлагостойкие. Первые чаще всего используются в ванных комнатах, туалетах и на кухнях. Невлагостойкие потолки в этих помещениях устраивать не рекомендуется, так как спустя какое-то время установленные плитки покоробятся и попросту выйдут из строя.
В этом отношении самыми удобными являются реечные потолки: дело в том, что подвесные реечные потолки изготовлены из алюминия, который не боится влаги.Плиточные подвесные потолки
На российском рынке имеется богатый выбор потолков данного типа. Они различаются не только по цене, но и по качеству и назначению, каждый подвесной потолок имеет свои особенности и отличия.
При покупке подвесного потолка особое внимание следует обратить на стыковку плит с каркасом. Дело в том, что продавцы довольно часто продают каркас одной фирмы-производителя, а плиты – другой. Смонтировать такой потолок очень трудно.
Если удастся это сделать, нет гарантии, что он прослужит долго: такой потолок очень быстро начнет деформироваться. Необходимо следить за тем, чтобы форма кромок плит соответствовала типу каркаса.
Самостоятельно смонтировать подвесной потолок можно только в помещениях небольшой площади. В другом случае, особенно если нет опыта подобной работы, лучше всего воспользоваться услугами профессиональных монтажников.
Подвесные каркасы делятся на 3 вида:
– видимый каркас;
– полускрытый каркас;
– скрытый каркас.
В России наибольшее распространение получили видимые и полускрытые каркасы, что обусловлено низкими ценами и простотой монтажа.
Сами подвесные потолки бывают плоскостные и криволинейные.
Последние удобно монтировать при составлении разноуровневых потолков.
В зависимости от материалов, из которых изготовлены потолочные системы, подвесные потолки делятся на следующие виды:
– потолки из минераловатных плит;
– потолки из минераловолокнистых плит;
– потолки из гипсовых плит;
– зеркальные потолки;
– металлические потолки;
– потолки с искусственным освещением.Общая характеристика потолков из минераловолокнистых плит
Минеральное волокно – экологически чистый материал, обеспечивающий отличную звукоизоляцию и тепло. Однако в помещениях с повышенной влажностью (например, кухнях и ванных комнатах) этот материал использовать не рекомендуется.
После покупки, в том случае, если потолок монтируется не сразу, плиты хранят в помещении с температурой 18–30 °C при относительной влажности 70 %. Однако плиты некоторых фирм-производителей можно устанавливать в помещениях с температурой до 40 °C и влажностью до 95 %.
Плиты чаще всего имеют белый цвет, но некоторые производители выпускают панели, окрашенные в различные цвета. Также плиты можно окрашивать латексными красками, однако при этом огнестойкость данного материала понижается.
Потолки из минераловолокнистых плит имеют различную структуру поверхности: гладкая обладает хорошим светоотражением в помещениях с непрямым освещением, фактурная обеспечивает хорошую звукоизоляцию благодаря незаметным микроотверстиям.Общая характеристика потолков из минераловатных плит
Минераловатные плиты представляют собой панели с высокими шумопоглощающими свойствами. Чаще всего эти плиты называют акустическими. Они обладают следующими свойствами:
– снижают общий уровень шума; коэффициент звукопоглощения варьируется от 75 до 90 %;
– отвечают российским стандартам пожарной безопасности;
– могут использоваться в помещениях с повышенной влажностью воздуха (до 95 %).
Существует около 1000 различных оттенков минераловатных плит. При правильной эксплуатации можно надолго сохранить первоначальный цвет таких потолков.Плиточные потолки из пенополистирола
Самым недорогим и практичным материалом для отделки потолка считается декоративная потолочная плитка из полистирола. С помощью обычных инструментов можно довольно быстро оклеить потолок. При работе с полистирольными плитами необходимо знать некоторые правила. Первое – выбор плиток при покупке. Полистирольные плитки подразделяются на 3 основные группы:
– прессованные (штампованные);
– инжекционные;
– экструдированные.
Прессованные плитки производятся из полос толщиной 6–7 мм, нарезанных из блоков пенополистирола строительного назначения.
Инжекционные получают в пресс-формах формовочно-литьевого автомата путем спекания пенополистирольного сырья. Толщина готовых плит 9–14 мм.
Экструдированные получают из экструдированной полистирольной полосы, окрашенной или покрытой пленкой способом прессования.
Второе правило – геометрически выверенные размеры плитки. Большие погрешности в плитке становятся заметными при отделке потолка.
Правильные размеры чаще всего имеет только инжекционная плитка благодаря технологии производства, в то время как прессованная и экструдированная плитка довольно часто характеризуются некоторыми неточностями в размерах.
Производители экструдированной и прессованной плитки продолжают совершенствовать геометрические размеры изделий и добиваются положительных результатов. Тем не менее при покупке обязательно следует проверять плитки.
Третье правило – просушивание пенополистирольных плиток до монтажа в сухом и теплом помещении в течение 3 дней в распакованном виде, иначе вследствие усадки на потолке между плитками могут появиться щели. В особенности это касается инжекционных плиток.
Четвертое правило – сажать плитки следует только на клей, который после сушки становится прозрачным.Инструменты и материалы для устройства подвесного потолка
Для монтажа подвесного потолка фирмы потребуются следующие инструменты:
– рулетка;
– ножницы по металлу;
– отбивной шнур;
– дрель;
– нож со сменными лезвиями для резки плиток;
– ножовка по металлу.
Инструменты для приклейки пенополистирольных плиток:
– гвозди 70–80 мм для монтажа деревянного каркаса под плиты;
– рулетка;
– отбивной шнур;
– молоток;
– нож со сменными лезвиями для резки плиток;
– ножовка по дереву;
– шпатель для нанесения клеевого состава на плитки.
Для наклеивания декоративных пенополистирольных плиток на любые впитывающие минеральные поверхности используют клей на основе ПВА с наполнителями. При высыхании такой клей имеет серо-белый или кремовый цвет. Поэтому в некоторых случаях необходимо брать другой клей – на основе ПВА, но без наполнителей: такой клей после сушки становится прозрачным. Предварительно деревянный каркас огрунтовывают водным раствором ПВА.
Пенополистирольные плитки отечественного производства «Акмигран» и «Акминит» в основном используют в жилых помещениях. Выпускаются такие плитки в виде квадратов размерами 300 х 300, 600 х 600 и 900 х 900 мм, толщиной 20 мм. Облегченная конструкция, правильная прямоугольная форма, ровная лицевая поверхность делают плитки «Акмигран» и «Акминит» очень удобными для облицовки потолков в домашних условиях.
Лицевая сторона плиток матовая, равномерно окрашенная, может быть гладкой, пористой и с различной фактурой (под пробку, джутовое плетение, рифленой, трещиноватой и т. д.).
Крепят данные плитки на черновой каркас. Для более удобного крепления на боковых гранях плиток имеются пазы и выступы.Облицовка потолка минеральными плитками «Акмигран» и «Акминит» и гипсовыми декоративными плитками
В облицовочных работах по отделке потолка различают два способа: устройство плиточных потолков каркасной конструкции и облицовка плитками потолков бескаркасной конструкции. Устройство плиточных потолков каркасной конструкции предполагает наличие горизонтальных направляющих с подвесками (выполняющими несущую функцию подвесного потолка), заделанными в перекрытия. Монтаж таких направляющих возможен лишь при возведении несущих конструкций здания. Поэтому самостоятельно в домашних условиях такой подвесной потолок устроить технически невозможно.
Произвести облицовку потолка бескаркасной конструкции сможет практически каждый. Облицовочные работы принято вести двумя способами: с устройством чернового каркаса и без него.Устройство плиточного потолка на черновом каркасе
Монтаж конструкции, как и в других случаях, подразделяется на несколько этапов:
– подготовка, разбивка и провешивание поверхности;
– подготовка материала;
– установка плиток.
Подготовка поверхности заключается лишь в ее очистке от пыли, это вызвано больше гигиеническими требованиями, а не технологическими. При подготовке плиток сортируют их по наличию пазов и выступов на боковых гранях, в прорези вставляют закладные крюки, соединенные крепежной скобкой (рис. 21).
Рис. 21. Подготовка плиток для устройства потолка: 1 – облицовочная плитка; 2 – закладные крюки; 3 – крепежная скоба.Разбивку и провешивание поверхности начинают с определения чистого уровня потолка. Для этого гибким уровнем определяют и отмечают линии низа потолка (по ним будут установлены пристенные опорные уголки). Затем с помощью рулетки и угольника на полу помещения определяют продольную и поперечную оси и закрепляют их причальными шнурами; по одну сторону от оси раскладывают плитки, определяя таким образом количество плиток в ряду. Ряды, примыкающие к стенам, заполняют неполномерными плитками.
После этого приступают к сооружению и установке чернового каркаса: для этого в потолке по каждому предполагаемому ряду (с шагом в ряду 1 м) закрепляют стальные штыри так, как это показано на рисунке 22.
Рис. 22. Крепление чернового каркаса к потолку: 1 – отверстие в потолке; 2 – пластмассовая пробка; 3 – стальной штырь с резьбой.В потолке просверливают отверстия и забивают туда пластмассовые пробки от дюбелей или деревянные шпонки, в которые ввинчивают стальные штыри.
На стальных штырях закрепляют стальной пруток, выполняющий роль горизонтальной направляющей для крепления облицовочных плиток. По периметру стен по линиям низа потолка устанавливают опорные уголки. Черновой каркас для облицовки плитками потолка бескаркасной конструкции готов.
Следующий этап – непосредственно облицовка. Закрепив за опорные уголки на противоположных стенах причальный шнур для первого ряда (фиксирующий нижнюю плоскость потолка), от угла помещения начинают установку плит (рис. 23).
Рис. 23 Устройство плиточного потолка с использованием чернового каркаса: 1 – элементы чернового каркаса; 2 – облицовочные плитки; 3 – закладные крюки; 4 – крепежная скоба; 5 – вертикальная подвеска; 6 – согнутая (пружинная) пластина; 7 – пристенный опорный уголок.Первую плитку опирают двумя сторонами на уголки, а угол с установленными крепежными скобами с помощью вертикальной подвески и согнутой (пружинной) пластины крепят к горизонтальной направляющей чернового каркаса. Следующую плитку одной стороной опирают на пристенный опорный уголок, а выступ на ребре другой стороны совмещают с пазом уже установленной плитки. Свободный угол закрепляют (как и в первом случае) на горизонтальной направляющей чернового каркаса. И так далее до окончания ряда.
По ходу работы нужно следить за горизонтальностью плоскости подвесного потолка (для этого и нужен причальный шнур). Положение плиток, имеющих отклонение от горизонтали, регулируют смещением пружинной пластины по вертикальной подвеске.
Установка средних (не пристенных) плиток 2-го и последующих рядов отличается от установки плиток 1-го ряда тем, что 2 их стороны будут опираться не на пристенные уголки, а на пазы на ребрах ранее уложенных плиток.
По окончании облицовочных работ пристенные опорные уголки можно будет закрыть деревянным потолочным плинтусом.Устройство плиточного потолка без чернового каркаса
Подготовка поверхности потолка к укладке плиток и подготовка материала в данном случае полностью аналогичны предварительным работам при устройстве подвесного потолка с использованием чернового каркаса. Непосредственно облицовочные работы отличаются от способа облицовки с применением чернового каркаса весьма значительно.
Для начала по периметру помещения на стенах на уровне чистого потолка закрепляют опорные уголки. В потолке с шагом, равным длине плиток, просверливают отверстия, в которые забивают пластмассовые пробки от дюбелей либо деревянные шпонки. Затем с помощью дюбелей или шурупов ввинчивают в эти пробки или шпонки подвески для установки облицовочных плиток.
Работу начинают от угла помещения. Первую облицовочную плитку устанавливают следующим образом: 2 сторонами опирают на пристенные уголки, а свободный угол плитки надевают крепежной скобой на подвеску. Вторую плитку устанавливают одной стороной на опорный уголок, выступ другой стороны вставляют в паз уже установленной плитки, а свободный угол закрепляют на подвеску аналогично 1-й плитке. Дальнейшую облицовку производят по уже отработанной технологии (рис. 24).
Рис. 24. Устройство плиточного потолка без применения чернового каркаса: 1 – облицовочные плитки; 2 – закладные крюки с крепежной скобой; 3 – подвеска; 4 – шуруп либо дюбель; 5 – пластмассовая пробка или деревянная шпонка; 6 – опорные уголки.Уход за плиточными потолками
Поскольку гипсовые материалы в достаточной степени обладают гигроскопичностью, то их не рекомендуется мыть. Пыль с таких поверхностей удаляют мягкой влажной ветошью, укрепленной на щетке с жесткой щетиной или на венике.
Облицовку в местах отслоения плиток ремонтируют, а треснувшие и сильно загрязненные плитки заменяют новыми (для этого следует оставлять запас материалов). В том случае, если при облицовке потолка были использованы минеральные плитки «Акмигран» и «Акминит», то уход за ними не допускает никакого контакта с водой, приемлема только сухая уборка с помощью пылесоса.Устройство реечных потолков
Реечный подвесной потолок (рис. 25) состоит из алюминиевых реек, загнутых по бокам. В основном в продаже бывают рейки длиной 3 и 4 м. В некоторых фирмах имеются специальные режущие станки, с помощью которых можно отрезать рейку любой длины. Ширина реек – 9, 10, 15, 20 см. Следует сказать, что чаще всего приобретают 10-сантиметровые рейки.
Рис. 25. Устройство реечного подвесного потолка.Другим важным параметром реек для подвесного потолка является их толщина. Чем толще рейка, тем надежнее будет потолок. Самая подходящая толщина для реек – 0,5 мм: этого будет достаточно для того, чтобы потолок не деформировался. Если рейки более тонкие, потолок может погнуться и на нем будут заметны вмятины.
Рейки для подвесных потолков бывают 3 типов:
– открытые;
– закрытые;
– со вставками.
Закрытые рейки (рис. 26) крепят встык, заводя друг за друга, в то время как между открытыми рейками остается небольшой зазор, который, однако, не заметен, если потолок высокий – около 5 м.
Рис. 26. Типы закрытых реек для подвесного потолка.Рейки со вставками (рис. 27) немного напоминают открытые, только расстояние между ними прикрывают узкие алюминиевые полоски.
Рис. 27. Рейки со вставками: а – изнаночная сторона; б – лицевая сторона.Рейки бывают самых разнообразных цветов, однако до сих пор самым популярным цветом остается белый.
При покупке потолка обращают внимание на то, чтобы рейки были упакованы в полиэтиленовую пленку, защищающую материал от царапин и повреждений во время транспортировки. Качественный товар продается именно так. Если потолок не упакован, имеет смысл отказаться от покупки. Все уважающие себя фирмы выпускают потолки на продажу только в полиэтиленовой упаковке.
Реечные потолки бывают открытыми и закрытыми. Основная особенность реечного потолка открытого типа состоит в наличии открытого пространства между декоративными панелями. Такие потолки, как правило, применяют в помещениях с высокими потолками. В обычных жилых помещениях такие потолки устанавливают очень редко, в основном из-за желания создать особое освещение: светильники на потолке должны быть развернуты таким образом, чтобы световой поток не попадал в межпотолочное пространство.
Существует 2 модификации реечных потолков открытого типа (рис. 28): 84 О и 84 О". В основном обе модели отличаются друг от друга шириной зазора между панелями: 6–16 см. Для моделирования таких элементов интерьера, как арки и переходы между разноуровневыми потолками в реечном потолке открытого типа используется стрингер AR.
Рис. 28. Модели потолков открытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.Основное отличие потолка закрытого типа от открытого заключается в отсутствии открытого пространства между декоративными панелями. Потолок закрытого типа полностью скрывает внешние коммуникации – противопожарные, электрическую проводку. Реечные закрытые потолки выпускаются следующих типов (рис. 29): 84R, 15 °C и 84R (V).
Рис. 29. Модели потолков закрытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.
К модели 84R относится профиль шириной 84 мм, с промежуточным профилем п-образной формы, шириной 16 мм.
К модели потолка 84R (V) относят широкий профиль шириной 84 мм, промежуточный профиль v-образной формы, шириной 16 мм. Указанные выше типы подвесных реечных потолков различаются по дизайну, но совмещаются с помощью стрингера R (подвесной системы), одинакового для всех типов. Для моделирования арок, волн и переходов между различными по высоте уровнями в реечном потолке закрытого типа применяется радиусный стрингер AR. Комплект подвесного потолка закрытого типа 150C включает в себя профили шириной 150 мм, крепление которых на стрингер производится стык в стык.Монтаж подвесных реечных потолков
В комплект подвесного потолка входят:
– собственно рейки;
– шина (каркас);
– плинтус.
Также к комплекту прилагается и инструкция по монтажу.
Кроме реек, важной составной частью конструкции является шина, представляющая собой стальную или алюминиевую планку с зубчиками, за которые цепляют рейки. Для каждого типа реек требуется особая шина, чтобы на готовом покрытии не было перекосов, щелей и изгибов. Кроме того, рейки одной фирмы нельзя крепить на шину другой.
Шину с прикрепленными к ней рейками цепляют за подвес, который можно регулировать по высоте. Это очень важная деталь всей конструкции: потолок получил свое название потому, что висит на подвесе. Следует помнить о том, что подвесные реечные потолки занимают достаточно много места (5–11 см высоты), и применение их в квартире с низкими потолками нецелесообразно.
Плинтус – это декоративная деталь, закрывающая стык между стеной и потолком.
Установку реечного подвесного потолка можно осуществить самостоятельно. Особых умений не потребуется. Главное – действовать очень осторожно, придерживаясь инструкции.
В том случае, если требуется объединить потолком два помещения, находящихся на разных уровнях, приобретают изогнутый подвесной реечный потолок (рис. 30).
Рис. 30. Рейки для изогнутого подвесного потолка.Весь ассортимент реечных потолков условно можно разделить на 5 групп:
– металлик;
– матовый;
– глянцевый;
– зеркальный;
– фактурный.
Цветовая гамма реечных потолков представлена 27 оттенками, причем для каждого вида поверхности есть определенное количество оттенков. Так, например, для матового – 9, для глянцевого – 2, для металлика – 10, для зеркального – 4, для фактурного – 2.
Существуют следующие варианты сборки реечных потолков (рис. 31):
– геометрический узор;
– разноуровневый потолок;
– зеркальный;
– комбинированный (совмещение реечного потолка с другими видами отделки, например, гипсокартоном);
– зональное разделение комнат;
– оформление арок;
– моделирование волн.
[ http://stroy-zametki.narod.ru/2_31.html#1]Тематики
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > underroof
-
15 NiO
- Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
4.2. Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
Спектральному методу предшествует перевод анализируемой пробы в пятиокись ниобия.
Метод основан на измерении интенсивности линий элементов примесей в спектре, полученном при испарении пятиокиси ниобия в смеси с графитовым порошком и хлористым натрием из канала графитового электрода в дуге постоянного тока.
Массовую долю примесей в ниобии (табл. 4) определяют по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента и интенсивности фона (
 ) - логарифм концентрации определяемого элемента (lg C).
) - логарифм концентрации определяемого элемента (lg C).4.2.1. Аппаратура, материалы и реактивы
Спектрограф дифракционный типа ДФС-13 с решеткой 600 и 1200 штр/мм и трехлинзовой системой освещения щели или аналогичный прибор (фотоэлектрический прибор типа МФС). Допускается использовать спектрограф ДФС-8 с решеткой 1800 штрихов.
Генератор дуговой типа ДГ-2 с дополнительным реостатом или генератор аналогичного типа.
Выпрямитель 250 - 300 В, 30 - 50 А.
Микрофотометр нерегистрирующий типа МФ-2 или аналогичного типа.
Таблица 4
Определяемая примесь
Массовая доля примеси, %
Никель
1∙10-3 - 2∙10-2
Алюминий
5∙10-4 - 1∙10-2
Магний
1∙10-3 - 2∙10-3
Марганец
5∙10-4 - 5∙10-3
Кобальт
5∙10-4 - 3∙10-2
Олово
1∙10-3 - 1∙10-2
Медь
3∙10-3 - 5∙10-2
Цирконий
1∙10-3 - 2∙10-2
Спектропроектор типа ПС-18, СП-2 или аналогичного типа.
Весы аналитические.
Весы торсионные типа ВТ-500.
Ступка и пестик из органического стекла.
Бокс из органического стекла.
Электропечь муфельная с терморегулятором на температуру до 900 °С.
Чашки платиновые.
Станок для заточки графитовых электродов.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, с каналом глубиной 5 мм, внешний диаметр - 3,0 мм, внутренний диаметр - 2,0 мм, длина заточенной части - 6 мм.
Порошок графитовый ОС. Ч. 8 - 4 по ГОСТ 23463-79.
Фотопластинки спектрографические марок СПЭС и СП-2, размером 9´12/1,2 или 13´18/1,2, обеспечивающие нормальное почернение аналитических линий и близлежащего фона в спектре.
Лампа инфракрасная ИКЗ-500 с регулятором напряжения РНО-250-0,5 или аналогичным.
Спирт этиловый ректификованный по ГОСТ 18300-72, дважды перегнанный в кварцевом приборе.
Никеля окись черная по ГОСТ 4331-78, ч.
Алюминия окись безводная для спектрального анализа, х. ч.
Магния окись по ГОСТ 4526-75, ч. д. а.
Марганца (IV) окись по ГОСТ 4470-79, ч. д. а.
Кобальта (II - III) окись по ГОСТ 4467-79, ч. или ч. д. а.
Олова двуокись, ч. д. а.
Циркония двуокись по ГОСТ 21907-76.
Меди (II) окись по ГОСТ 16539-79.
Натрий хлористый ОС. Ч. 6 - 1.
Ниобия пятиокись, в которой содержание определяемых элементов не превышает установленной для метода нижней границы диапазона определяемых массовых долей.
Проявитель:
метол........................................................................................ 2,2 г
натрий сернистокислый безводный по ГОСТ 195-77......... 96 г
гидрохинон по ГОСТ 19627-74............................................. 8,8 г
натрий углекислый по ГОСТ 83-79...................................... 48 г
калий бромистый по ГОСТ 4160-74..................................... 5 г
вода........................................................................................... до 1000 см3.
Фиксаж:
тиосульфат натрия кристаллический по СТ СЭВ 223-75... 300 г
аммоний хлористый по ГОСТ 3773-72................................ 20 г
вода........................................................................................... до 1000 см3.
4.2.2. Приготовление буферной смеси
Буферную смесь, состоящую из 90 % угольного порошка и 10 % хлористого натрия готовят, смешивая 0,9000 г угольного порошка и 0,1000 г хлористого натрия с 20 см3 спирта в течение 30 мин и высушивая под инфракрасной лампой.
4.2.3. Приготовление образцов сравнения (ОС)
Основной образец сравнения, содержащий по 1 % никеля, алюминия, магния, марганца, кобальта, олова, циркония и меди, готовят механическим истиранием и перемешиванием буферной смеси с окислами соответствующих металлов.
Навески массой 0,0141 г окиси никеля, 0,0189 г окиси алюминия, 0,0186 г окиси магния, 0,0158 г окиси марганца (IV) 0,0136 г (II - III)-окиси кобальта, 0,0127 г двуокиси олова, 0,0125 г окиси меди и 0,0140 г двуокиси циркония помещают в ступке из органического стекла и добавляют 0,8818 г буферной смеси. Смесь тщательно перемешивают, добавляя спирт для поддержания смеси в кашицеобразном состоянии, в течение 1 ч и высушивают под инфракрасной лампой до постоянной массы.
Последовательным разбавлением основного образца сравнения буферной смесью готовят серию образцов сравнения (ОС) с убывающей концентрацией определяемых элементов. Содержание каждой из определяемых примесей (в процентах на содержание металла в металлическом ниобии) и вводимые в смесь навески буферной смеси и разбавляемого образца приведены в табл. 5.
Образцы сравнения хранят в полиэтиленовых банках с крышками.
Таблица 5
Обозначение образца
Массовая доля каждой из определяемых примесей, %
Масса навески, г
буферной смеси
разбавляемого образца
ОС 1
1∙10-1
3,3930
0,3770 (основной образец)
ОС 2
5∙10-2
1,7700
1,7700 (ОС 1)
ОС 3
2∙10-2
2,3100
1,5400 (ОС 2)
ОС 4
1∙10-2
1,8500
1,8500 (ОС 3)
ОС 5
5∙10-3
1,7000
1,7000 (ОС 4)
ОС 6
2∙10-3
2,1000
1,4000 (ОС 5)
ОС 7
1∙10-3
1,5000
1,5000 (ОС 6)
ОС 8
5∙10-4
1,0000
1,0000 (ОС 7)
4.1.2 - 4.2.3. (Измененная редакция, Изм. № 1).
4.2.4. Проведение анализа
4.2.4.1. Перевод металлического ниобия в пятиокись ниобия
Пробу металлического ниобия 1 - 3 г помещают в платиновую чашку и прокаливают в муфельной печи при температуре 800 - 900 °С в течение 2 ч. Полученную пятиокись ниобия в виде белого порошка охлаждают в эксикаторе, помещают в пакет из кальки к передают на спектральный анализ.
4.2.4.2. Определение никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония
Пробы и образцы сравнения готовят в боксе. Для этого 100 мг пробы и 100 мг буферной смеси или 100 мг образца сравнения и 100 мг пятиокиси ниобия тщательно растирают в плексигласовой ступке в течение 5 мин. Подготовленную пробу или образец сравнения набивают в каналы трех графитовых электродов, предварительно обожженных в дуге постоянного тока при 7 А в течение 5 с.
Электроды устанавливают в штатив в вертикальном положении. Верхним электродом служит графитовый стержень, заточенный на конус. Между электродами зажигают дугу постоянного тока силой 7 А с последующим повышением (в течение 20 с) до 15 А. Электрод с пробой включен анодом.
Во избежание выброса материала из кратера электродов, ток включают при сомкнутых электродах с их последующим разведением, величина которого контролируется по проекции на промежуточной диафрагме. Время экспозиции - 120 с, промежуточная диафрагма - 5 мм.
Спектры в области длин волн 2500 - 3500 нм фотографируют с помощью спектрографа ДФС-13 с решеткой 600 штр/мм, используя трехлинзовую систему освещения щели на фотопластинку тип II чув. 15 ед., ширина щели спектрографа 15 мкм.
4.2.4.3. Определение меди
Пробу, приготовленную по п. 4.2.4.2, помещают в канал графитового электрода. Электрод с пробой или образцом сравнения служит анодом (нижний электрод). Верхним электродом является графитовый электрод, заточенный на конус. Между электродами зажигают дугу постоянного тока. В первые 15 с сила тока - 5 А, последующие 1 мин 45 с - 15 А. Полная экспозиция 120 с. Спектры фотографируют на спектрографе ДФС-13 с решеткой 1200 штр/мм с трехлинзовой осветительной системой. Фотопластинка типа ЭС чув. 9. Промежуточная диафрагма 0,8 мм. Шкалу длин волн устанавливают на 320 нм. Ширина щели спектрографа 15 мкм. Во время экспозиции расстояние между электродами поддерживают равным 3 мм.
Спектр каждой пробы и каждого образца сравнения регистрируют на фотопластинке по три раза. Экспонированные пластинки проявляют, промывают водой, фиксируют, окончательно промывают и сушат.
4.2.4.1 - 4.2.4.3. (Измененная редакция, Изм. № 1).
4.2.4.4. Обработка результатов
В каждой спектрограмме фотометрируют почернения аналитической линии определяемого элемента Sл+ф (табл. 6) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+a - Sф.
Таблица 6
Определяемый элемент
Длина волны аналитической линии, нм
Алюминий
309,2
Магний
279,5
Марганец
279,4
Медь
327,4
Олово
284,0
Цирконий
339,2
Никель
300,2
Кобальт
304,4
По трем параллельным значениям DS1, DS2, DS3, полученным по трем спектрограммам, снятым для каждого образца, находят среднее арифметическое результатов
 .
.От полученных средних значений
 переходят к значениям
переходят к значениям  с помощью таблиц, приведенных в приложении к ГОСТ 13637.1-77.
с помощью таблиц, приведенных в приложении к ГОСТ 13637.1-77.Используя значения lg C и
 для образцов сравнения, строят градуировочный график в координатах
для образцов сравнения, строят градуировочный график в координатах  , lg C. По этому графику по значениям
, lg C. По этому графику по значениям  для пробы определяют содержание примеси в пробе.
для пробы определяют содержание примеси в пробе.Разность наибольших и наименьших из результатов трех параллельных и результатов двух анализов с доверительной вероятностью Р = 0,95 не должна превышать величин допускаемых расхождений, приведенных в табл. 7.
Таблица 7
Определяемый элемент
Массовая доля, %
Допускаемое расхождение, %
параллельных определений
результатов анализов
Алюминий
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Цирконий
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Магний
0,001
0,005
0,01
0,0006
0,004
0,006
0,0001
0,003
0,004
Марганец
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Медь
0,005
0,01
0,06
0,003
0,003
0,006
0,02
0,002
0,002
0,003
0,01
0,002
Олово
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Никель
0,001
0,005
0,001
0,0006
0,003
0,005
0,0004
0,002
0,003
Кобальт
0,0005
0,005
0,01
0,0003
0,003
0,005
0,0002
0,002
0,003
Допускаемые расхождения для промежуточных содержаний рассчитывают методом линейной интерполяции.
4.2.4.5. Контроль правильности результатов
Правильность результатов анализа серии проб контролируют для каждой определенной примеси при переходе к новому комплекту образцов сравнения, С этой целью для одной и той же пробы, содержащей определенную примесь в контролируемом диапазоне концентраций с использованием старого и нового комплектов образцов сравнения, получают четыре результата анализа и вычисляют средние арифметические значения. Затем находят разность большего и меньшего значений. Результаты анализа считают правильными, если указанная разность не превышает допускаемых расхождений результатов двух анализов пробы по содержанию определяемой примеси.
Контроль правильности проводят для каждого интервала между ближайшими по содержанию образцами сравнения по мере поступления на анализ соответствующих проб.
4.3. Массовую долю тантала, титана, кремния, железа, вольфрама, молибдена определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79 или спектральными методами (пп. 4.3.1 - 4.3.3), кислорода и водорода - по ГОСТ 22720.1-77, азота - по ГОСТ 22720.1-77 или ГОСТ 22720.4-77.
Допускается применять другие методы анализа примесей, по точности не уступающие указанным.
При разногласиях в оценке химического состава его определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79, ГОСТ 22720.1-77, ГОСТ 22720.1-77 и ГОСТ 22720.4-77.
Массовую долю углерода определяют по ГОСТ 22720.3-77. Кроме анализатора АН-160, допускается использовать приборы АН-7529 и АН-7560.
4.2.4.4. - 4.3. (Измененная редакция, Изм. № 1).
4.3.1. Спектральный метод определения примесей титана, кремния, железа, никеля, алюминия, магния, марганца, олова, меди, циркония, при массовой доле каждой примеси от 0,001 до 0,02.
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и спектров анализируемого материала, превращенного в оксиды прокаливанием, с последующим определением массовой доли примесей по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента к интенсивности фона lg(Iл/Iф) - логарифм массовой доли определяемого элемента lg C.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений, при массовой доле каждой примеси 0,001 % составляет 0,15, при массовой доле каждой примеси 0,02 % - 0,11.
Суммарная погрешность результата анализа с доверительной вероятностью Р = 0,95 при массовой доле примеси 0,00100 % не должна превышать ± 0,00023 % абс, при массовой доле примеси 0,0200 % - ± 0,0033 % абс.
4.3.1.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 1200 штр/мм или аналогичный.
Источник постоянного тока УГЭ, или ВАС-275-100, или аналогичный.
Микроденситометр МД-100, или микрофотометр МФ-2, или аналогичный.
Спектропроектор типа ПС-18, или ДСП-2, или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные с погрешностью взвешивания не более 0,002 г.
Печь муфельная с терморегулятором, на температуру от 400 до 1100 °С.
Шкаф сушильный типа СНОД 3.5.3.5.3.5./3М или аналогичный.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Фотопластинки спектральные: диапозитивные, СП-2, СП-ЭС, обеспечивающие в условиях анализа нормальные почернения аналитических линий и близлежащего фона в спектре.
Порошок графитовый ос. ч. 8 - 4 по ГОСТ 23463-79 или аналогичный, обеспечивающий чистоту по определяемым примесям. Нижние электроды, выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота заточенной части....................... 10
диаметр заточенной части.................... 4,0
глубина кратера...................................... 3,8
диаметр кратера..................................... 2,5
Верхние электроды из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм, высотой заточенной конической части 4 мм.
Натрий фтористый, ос. ч. 7 - 3.
Ниобия пятиокись для оптического стекловарения, ос. ч. 7 - 3.
Титана (IV) двуокись, ос. ч. 7 - 3.
Кремния (IV) двуокись по ГОСТ 9428-73, ч. д. а.
Железа (III) окись, ос. ч. 2 - 4.
Никеля (II) закись, ч. д. а.
Алюминия (III) окись, х. ч.
Магния (II), ч. д. а.
Марганца (IV) окись, ос. ч. 9 - 2.
Олова (IV) окись, ч. д. а.
Меди (II) окись (гранулированная) по ГОСТ 16539-79.
Циркония (IV) двуокись, ос. ч. 6 - 2.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Лак идитоловый, 1 %-ный спиртовый раствор.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 19627-74.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Натрий углекислый по ГОСТ 83-79.
Калий бромистый по ГОСТ 4160-74.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде, в указанной последовательности доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Основная смесь, представляющая собой механическую смесь оксида ниобия и оксидов определяемых элементов с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для ее приготовления каждый препарат оксида помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7, охлаждают в эксикаторе и берут навески, указанные в табл. 7а. Переносят в ступку сначала приблизительно одну четвертую часть навески пятиокиси ниобия, затем полностью навески оксидов всех элементов-примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, а затем прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Промежуточная смесь и рабочие образцы сравнения (РОС1 - РОС4); готовят, смешивая указанные в табл. 7б массы пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС2. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС2 - при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Буферная смесь 95 % графитового порошка и 5 % фтористого натрия. Навески помещают в ступку и тщательно растирают в течение 30 мин.
4.3.1.2. Проведение анализа
Навеску порошка металлического ниобия массой 0,5 г помещают в платиновую чашку, прокаливают в муфельной печи при температуре 800 - 850 °С в течение 2 ч и охлаждают в эксикаторе. Переносят в ступку и смешивают с буферной смесью в соотношении 2:1 (по массе), помещают в пакет из кальки.
Каждый из рабочих образцов сравнения РОС1 - РОС4 также смешивают с буферной смесью в соотношении 2:1 (по массе).
Верхние и нижние электроды обжигают в дуге переменного тока при силе тока 10 А в течение 10 с.
Каждой из полученных смесей (смесь, полученная из навески пробы, и полученные из РОС1 - РОС4) плотно заполняют кратеры шести нижних электродов неоднократным погружением электродов в пакет со смесью. После этого в каждый нижний электрод помещают 2 капли спиртового раствора идитолового лака. Подсушивают электроды в сушильном шкафу при температуре 80 - 90 °С в течение (15 ± 1) мин.
В кассету спектрографа помещают:
в коротковолновую область спектра - диапозитивную фотопластинку;
в длинноволновую - фотопластинку марки СП-2.
Нижний электрод (с материалом пробы или с материалом рабочего образца сравнения) включают анодом дуги постоянного тока. Спектры фотографируют при следующих условиях:
сила тока................................................ 10 ± 0,5 А
межэлектродный промежуток............. 2 мм
экспозиция............................................. (40 ± 3) с
щель спектрографа................................ (0,020 ± 0,001) мм
промежуточная диафрагма.................. (5,0 ± 0,1) мм
деление шкалы длин волн.................... (303,0 ± 2,5) нм
Фотографируют по три раза спектр каждого рабочего образца сравнения и по три раза спектр каждой пробы, используя для каждого образца сравнения (или пробы) три из шести нижних электродов. Затем фотографирование спектров повторяют, используя оставшиеся три заполненных пробой (образцом сравнения) нижних электрода.
Экспонированные фотопластинки проявляют, промывают водой, фиксируют, окончательно промывают водой и сушат.
4.3.1.3. Обработка результатов
В каждой фотопластинке фотометрируют почернения аналитических линий определяемого элемента Sл+ф(табл. 7в) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+ф - Sф.
По трем значениям DS1, DS2, DS3, полученным из трех спектрограмм, снятым для каждого образца на одной фотопластинке, находят среднее арифметическое DS. От полученных значений DS переходят к значениям lg(Iл/Iф) с помощью таблиц, приведенных в ГОСТ 13637.1-77.
Таблица 7а
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С (пред. откл. ± 20 °С)
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
950
10,2996
1,4305
7,2000
90
Двуокись титана
TiO2
1100
0,1334
1,6680
0,0800
1
Двуокись кремния
SiO2
1100
0,1711
2,1393
0,0800
1
Окись железа
Fe2O3
800
0,1144
1,4297
0,0800
1
Закись никеля
NiO
600
0,1018
1,2725
0,0800
1
Окись алюминия
Al2O3
1100
0,1512
1,8895
0,0800
1
Окись магния
MgO
1100
0,1327
1,6583
0,0800
1
Окись марганца
MnO2
400
0,1266
1,5825
0,0800
1
Окись олова
SnO2
600
0,1016
1,2696
0,0800
1
Окись меди
CuO
700
0,1001
1,2518
0,0800
1
Двуокись циркония
ZrO2
1100
0,1081
1,3508
0,0800
1
11,5406
8,0000
100
Используя значения lg C (где С - массовая доля определяемой примеси по табл. 7б) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). По этому графику, используя полученное по той же фотопластинке значение lg(Iл/Iф) для пробы, определяют массовую долю примеси в пробе - первый из двух результатов параллельных определений данной примеси.
Таблица 7б
Обозначение образца
Массовая доля каждой примеси в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 8 г металла, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
Промежуточная смесь
0,100
10,2996
1,1541 (ОС)
11,4537
РОС1
0,020
9,1552
2,2907 (ПС)
11,4459
РОС2
0,009
10,4140
1,0308 (ПС)
11,4443
POС4
0,004
10,1726
1,2716 (РОС2)
11,4442
РОС3
0,003
11,1007
0,3436 (ПС)
11,4443
Таблица 7в
Определяемый элемент
Аналитическая линия, нм
Магний
285,21
Кремний
288,16
Марганец
294,92
Никель
300,25
Железо
302,06
Титан
307,86
Алюминий
308,22
Цирконий
316,60
Олово
317,50
Медь
327,47
Результат второго параллельного определения получают таким же образом по второй пластинке.
Разность большего и меньшего результатов параллельных определений с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, указанного в табл. 7г.
Таблица 7г
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0004
0,020
0,006
Допускаемое расхождение для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейного интерполирования.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое результатов двух параллельных определений.
4.3.1.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.2. Спектральный метод определения примесей вольфрама, молибдена и кобальта при массовой доле каждой примеси от 0,001 до 0,01 %
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и анализируемого материала, превращенного в оксиды прокаливанием, с. последующим определением массовой доли примесей по градуировочным графикам.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений каждой примеси, составляет 0,17 - при массовой доле примеси и 0,10 - при массовой доле примеси 0,005 - 0,010 %.
4.3.2.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 600 штр/мм или аналогичный.
Источник постоянного тока ВАС-275-100 или аналогичный.
Микрофотометр МФ-2 или аналогичный.
Спектропроектор ДСП-2 или аналогичный.
Шкаф сушильный типа СНОД 3.5.3.5.3.5/3М или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные.
Печь муфельная с терморегулятором на температуру от 400 до 1000 °С.
Электроплитки с закрытой спиралью и покрытием, исключающим загрязнение определяемыми элементами.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Эксикаторы.
Фотопластинки формата 9´12 см спектральные тип II и ЭС или аналогичные, обеспечивающие в условиях анализа нормальные почернения аналитических линий и фона в спектре.
Нижние электроды типа «рюмка», выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота «рюмки»...................... 5
глубина кратера...................... 3
диаметр кратера...................... 4
диаметр шейки........................ 3,5
высота шейки.......................... 3,5
Верхние электроды - стержни диаметром 6 мм из графита ос. ч. 7 - 3, заточенные на цилиндр диаметром 4 мм.
Кислота соляная по ГОСТ 14261-77, ос. ч.
Ниобия пятиокись, ос. ч. 7 - 3, в спектре которой в условиях анализа отсутствуют аналитические линии определяемых примесей.
Вольфрама (VI) окись, ч. д. а.
Молибдена (IV) окись, ч. д. а.
Кобальта (II, III) окись по ГОСТ 4467-79.
Сурьмы (III) окись, х. ч.
Свинец хлористый.
Калий сернокислый, ос. ч. 6 - 4.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 5644-75.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Калий бромистый по ГОСТ 4160-74, ч. д. а.
Натрий углекислый по ГОСТ 83-79, ч. д. а.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Посуда химическая термостойкая: стаканы вместимостью на 100, 500 и 1000 см3, воронки.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде в указанной последовательности, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Буферная смесь, готовят следующим образом: тщательно растирают в ступке 7,4900 г хлористого свинца, 2,5000 г сернокислого калия, 0,0100 г окиси сурьмы. Время истирания на виброистирателе 40 - 50 мин, вручную - 90 - 120 мин.
Основная смесь, представляющая собой механическую смесь оксидов ниобия и определяемых примесей с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для приготовления смеси каждый препарат оксидов помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7д, охлаждают в эксикаторе и берут навески, указанные в табл. 7д. Переносят в ступку сначала приблизительно 1/4 часть навески пятиокиси ниобия, затем полностью навески оксидов всех примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, затем прокаливают при температуре (400 ± 20) °C в течение 60 мин и охлаждают в эксикаторе.
Промежуточную смесь и рабочие образцы сравнения (РОС1 - РОС4) готовят, смешивая указанные в табл. 7е навески пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС1. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС1 - при температуре (400 ± 20) °С в течение 60 мин; охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 90 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокалива
Таблица 7д
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
900 - 1000
13,8759
1,4305
9,7000
97
Трехокись вольфрама
WO3
650
0,1261
1,2611
0,1000
1
Трехокись молибдена
MoO3
450 - 500
0,1500
1,5003
0,1000
1
Окись кобальта
Со2О3
800
0,1407
1,4072
0,1000
1
14,2927
10,0000
100
находят значения lg(Iл/Iф), пользуясь таблицами по ГОСТ 13637-77. Используя значения lg C ( где С - массовая доля вольфрама по табл. 7е) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). Поэтому графику, используя полученные по той же фотопластинке значения lg(Iл/Iф) для пробы, определяют массовую долю вольфрама в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения вольфрама получают таким же образом по второй фотопластинке.
При определении молибдена и кобальта для каждого из трех спектров (пробы или образца сравнения), снятых на одной фотопластинке, находят значение DS = Sл - Scи вычисляют среднее арифметическое трех значений - значение
 . По полученным значениям DS для образцов сравнения строят градуировочный график в координатах lgC, DS, где С - массовая доля определяемого элемента в образцах сравнения согласно табл. 7. По этому графику, используя полученные по той же фотопластинке значения DS для пробы, определяют массовую долю определяемого элемента в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения получают таким же образом по второй фотопластинке.
. По полученным значениям DS для образцов сравнения строят градуировочный график в координатах lgC, DS, где С - массовая доля определяемого элемента в образцах сравнения согласно табл. 7. По этому графику, используя полученные по той же фотопластинке значения DS для пробы, определяют массовую долю определяемого элемента в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения получают таким же образом по второй фотопластинке.Таблица 7е
Обозначение образца
Массовая доля каждой из определяемых примесей, в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 10 г металлов, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
ПС
0,100
12,8745
1,4293 (ПС)
14,3038
РОС1
0,010
12,8745
1,4301 (ПС)
14,3049
РОС2
0,004
13,7328
0,5722 (ПС)
14,3050
РОС3
0,002
14,0189
0,2861 (ПС)
14,3050
РОС4
0,001
12,8745
1,4305 (РОС1)
14,3050
Разность большего и меньшего результатов параллельных определений элемента с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, приведенного в табл. 7ж и табл. 7з.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое двух результатов параллельных определений.
Таблица 7ж
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0005
0,0050
0,0014
0,0100
0,0028
Допускаемые расхождения для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейной интерполяции.
4.3.2.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.3. Экстракционно-фотометрический метод определения тантала (от 0,02 до 0,10 %)
Метод основан на измерении оптической плотности толуольного экстракта фтортанталата бриллиантового зеленого.
4.3.3.1. Аппаратура, материалы и реактивы
Весы аналитические.
Таблица 7з
Определяемый элемент
Аналитическая линия, нм
Интервал определяемых значений массовой доли, %
Вольфрам
400,87
От 0,001 до 0,01
Молибден
319,40
» 0,001 » 0,004
320,88
» 0,001 » 0,01
Кобальт
340,51
» 0,001 » 0,004
345,35
» 0,001 » 0,01
Плитка электрическая лабораторная с закрытой спиралью мощностью 3 кВт.
Центрифуга лабораторная, марки ЦЛК-1 или аналогичная.
Колориметр фотоэлектрический концентрационный КФК-2 или аналогичный.
Пипетки 1-2-2; 2-2-5; 2-2-10; 2-2-20; 2-2-25; 2-2-50; 6-2-10 по ГОСТ 20292-74.
Цилиндры 1-500; 1-2000 по ГОСТ 1770-74.
Бюретки 6-2-5; 1-2-100 по ГОСТ 20292-74.
Колбы 2-100-2; 2-200-2; 2-500-2 по ГОСТ 1770-741
Стакан В-1-100 ТС по ГОСТ 25336-82.
Стакан фторопластовый с носиком вместимостью 100 см3.
Банка БН-0,5, по ГОСТ 17000-71.
Бидон БДЦ-5,0 по ГОСТ 17000-71.
Пробки из пластмассы по ГОСТ 1770-74.
Цилиндры из полиэтилена вместимостью 60 см3.
Пробирки центрифужные из полиэтилена вместимостью 10 см3.
Пипетки из полиэтилена вместимостью 10 см3.
Кислота серная по ГОСТ 4204-77, х. ч. раствор 5 моль/дм3 и 1,4 моль/дм3.
Кислота азотная по ГОСТ 4461-77, х. ч.
Кислота фтористоводородная по ГОСТ 10484-78, х. ч., раствор 7,5 моль/дм3.
Раствор для отмывки экстрактов с концентрациями серной кислоты 1,18 моль/дм3 и фтористоводородной кислоты 0,98 моль/дм3. Для приготовления 5 дм3 раствора в полиэтиленовый бидон помещают 245 см3 раствора фтористоводородной кислоты 20 моль/дм3, 1175 см3 раствора серной кислоты 5 моль/дм3, 3580 см3 дистиллированной воды и перемешивают в течение 30 - 40 с.
Бриллиантовый зеленый, ч., раствор 3 г/дм3, готовят растворением 3 г красителя в 1 дм3 воды на холоду в течение 1 ч при перемешивании с помощью электромеханической мешалки.
Толуол по ГОСТ 5789-78, ч. д. а.
Ацетон по ГОСТ 2603-79, ч. д. а.
Аммоний сернокислый по ГОСТ 3769-78, х. ч.
Порошок танталовый (высокой чистоты), с массовой долей тантала не менее 99,5 %.
Вода дистиллированная по ГОСТ 6709-72.
4.3.3.2. Подготовка к измерению
4.3.3.2.1. Приготовление основного раствора и рабочих растворов
Основной раствор пятиокиси тантала 0,200 г/дм3: навеску металлического порошка тантала 0,0819 г, взвешенную с погрешностью ± 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 5,0 см3 концентрированной фтористоводородной кислоты, 0,5 см3 азотной кислоты, нагревают на плитке до полного растворения навески и упаривают до объема 1 - 2 см3. Раствор переводят в мерную колбу вместимостью 500 см3, в которую предварительно помещают 250 см3 дистиллированной воды, доводят до метки и перемешивают в течение 30 - 40 с. Приготовленный раствор хранят в полиэтиленовой посуде.
Рабочие растворы пятиокиси тантала 2,0 и 20,0 мкг/см3 отбирают пипеткой 2,0 и 20,0 см3 основного раствора в мерные колбы вместимостью 200 см3, добавляют 56,0 см3 раствора серной кислоты 5 моль/дм3, доводят водой до метки и перемешивают в течение 30 - 40 с.
4.3.3.2.2. Построение градуировочного графика
В полиэтиленовые ампулы помещают из бюретки 2,0; 4,0; 6,0; 8,0; 10,0 см3 рабочего раствора 2,0 мкг/см3 и 1,0; 2,0; 3,0; 4,0; 5,0 см3 рабочего раствора 20,0 мкг/см3. Доводят раствором серной кислоты концентрации 1,4 моль/дм3 (2,8 н) до 10,0 см3, добавляют полиэтиленовой пипеткой 1,5 см3 раствора фтористоводородной кислоты 7,5 моль/дм3, 25,0 см3 толуола, добавляют из бюретки 11,0 см3 раствора бриллиантового зеленого и встряхивают в течение 60 с на электромеханическом встряхивателе или вручную. После расслаивания фаз в течение 60 - 90 с 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 мин-1.
Оптическую плотность измеряют на КФК-2 в кюветах с толщиной слоя поглощения 5,0 мм в интервале 20 - 100 мкг пятиокиси тантала и 30,0 мм в интервале 4 - 20 мкг пятиокиси тантала при λmax = (590 ± 10) нм. В качестве раствора сравнения применяют толуол.
Одновременно через все стадии проводят два параллельных контрольных опыта. Оптическая плотность контрольного опыта не должна превышать 0,03 в кювете 30 мм и 0,005 - в кювете 5 мм. По полученным данным строят два градуировочных графика.
4.3.3.3. Проведение измерений
Пробу массой 0,1000 г, взвешенную с погрешностью не более 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 10 см3 концентрированной фтористоводородной кислоты, затем пипеткой 2,0 см3 азотной кислоты и 8,0 см3 концентрированной серной кислоты, нагревают на плитке до начала выделения паров серной кислоты, затем продолжают нагрев еще 2 - 3 мин. Стаканы охлаждают до температуры (25 ± 5) °С, добавляют 3,0 г сульфата аммония, разбавляют водой до 10 см3 и переводят в мерную колбу вместимостью 100 см3, доводят водой до метки и перемешивают 30 - 40 с.
Аликвотную часть полученного раствора, содержащую 4 - 100 мкг пятиокиси тантала, помещают в полиэтиленовый цилиндр вместимостью 60 см3, доводят раствором серной кислоты концентрации 5 моль/дм3 до 10,0 см3, добавляют 1,5 см3 раствора фтористоводородной кислоты концентрации 7,5 моль/дм3 и оставляют на 8 - 10 мин. Далее добавляют пипеткой 25,0 см3 толуола, 11,0 см3 раствора бриллиантового зеленого и производят экстракцию, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве 20 - 25 см3 отмывают. Добавляют 10,5 см3 раствора для отмывки (полиэтиленовой пипеткой), 10,0 см3 раствора бриллиантового зеленого из бюретки и встряхивают, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве не менее 16,0 см3 вновь подвергают операции отмывки. После расслаивания фаз 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 об/мин.
Оптическую плотность экстракта измеряют на КФК-2, как описано в п. 4.3.3.2.2. В закрытых полиэтиленовых пробирках экстракты стабильны в течение 4 ч. Допускается проведение экстракции и отмывки экстрактов одновременно в шестнадцати пробирках. Массу пятиокиси тантала определяют по градуировочному графику.
4.3.3.4. Обработка результатов
Массовую долю тантала (X) в процентах вычисляют по формуле
где m - масса пятиокиси тантала, найденная по градуировочному графику, мкг;
m1- масса навески пробы, г;
a - аликвотная часть раствора, отбираемая для экстракции, см3;
V - объем мерной колбы, равный 100 см3;
1,221 - коэффициент пересчета.
За результат измерений принимают среднее арифметическое результатов двух параллельных определений.
Допускаемые расхождения результатов двух параллельных определений не должны превышать значений допускаемых расхождений, приведенных в табл. 7и.
4.3.3.5. Контроль правильности анализа
Контроль правильности анализа проводят методом добавок.
Суммарная массовая доля тантала в пробе с добавкой должна быть не меньше утроенного значения нижней границы определяемых массовых долей и не больше верхней границы определяемых массовых долей.
Таблица 7и
Массовая доля тантала, %
Допускаемые расхождения, %
0,02
0,01
0,05
0,01
0,10
0,02
Суммарное содержание тантала (Х1) в пробе с добавкой в процентах вычисляют по формуле
где Хан - массовая доля тантала в пробе, %;
m1- масса тантала, введенная с добавкой, мкг;
m2- масса навески пробы, г.
Анализ считают правильным (Р = 0,95), если разность большей и меньшей из двух величин Х1и результата анализа пробы с добавкой не превышает
где d1- допускаемое расхождение между результатами двух параллельных определений в пробе без добавки;
d2- допускаемое расхождение между результатами двух параллельных определений в пробе с добавкой.
4.3.1 - 4.3.3.5. (Введены дополнительно, Изм. № 1).
Источник: ГОСТ 26252-84: Порошок ниобиевый. Технические условия оригинал документа
Англо-русский словарь нормативно-технической терминологии > NiO
-
16 MgO
- Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
4.2. Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
Спектральному методу предшествует перевод анализируемой пробы в пятиокись ниобия.
Метод основан на измерении интенсивности линий элементов примесей в спектре, полученном при испарении пятиокиси ниобия в смеси с графитовым порошком и хлористым натрием из канала графитового электрода в дуге постоянного тока.
Массовую долю примесей в ниобии (табл. 4) определяют по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента и интенсивности фона (
) - логарифм концентрации определяемого элемента (lg C).4.2.1. Аппаратура, материалы и реактивы
Спектрограф дифракционный типа ДФС-13 с решеткой 600 и 1200 штр/мм и трехлинзовой системой освещения щели или аналогичный прибор (фотоэлектрический прибор типа МФС). Допускается использовать спектрограф ДФС-8 с решеткой 1800 штрихов.
Генератор дуговой типа ДГ-2 с дополнительным реостатом или генератор аналогичного типа.
Выпрямитель 250 - 300 В, 30 - 50 А.
Микрофотометр нерегистрирующий типа МФ-2 или аналогичного типа.
Таблица 4
Определяемая примесь
Массовая доля примеси, %
Никель
1∙10-3 - 2∙10-2
Алюминий
5∙10-4 - 1∙10-2
Магний
1∙10-3 - 2∙10-3
Марганец
5∙10-4 - 5∙10-3
Кобальт
5∙10-4 - 3∙10-2
Олово
1∙10-3 - 1∙10-2
Медь
3∙10-3 - 5∙10-2
Цирконий
1∙10-3 - 2∙10-2
Спектропроектор типа ПС-18, СП-2 или аналогичного типа.
Весы аналитические.
Весы торсионные типа ВТ-500.
Ступка и пестик из органического стекла.
Бокс из органического стекла.
Электропечь муфельная с терморегулятором на температуру до 900 °С.
Чашки платиновые.
Станок для заточки графитовых электродов.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, с каналом глубиной 5 мм, внешний диаметр - 3,0 мм, внутренний диаметр - 2,0 мм, длина заточенной части - 6 мм.
Порошок графитовый ОС. Ч. 8 - 4 по ГОСТ 23463-79.
Фотопластинки спектрографические марок СПЭС и СП-2, размером 9´12/1,2 или 13´18/1,2, обеспечивающие нормальное почернение аналитических линий и близлежащего фона в спектре.
Лампа инфракрасная ИКЗ-500 с регулятором напряжения РНО-250-0,5 или аналогичным.
Спирт этиловый ректификованный по ГОСТ 18300-72, дважды перегнанный в кварцевом приборе.
Никеля окись черная по ГОСТ 4331-78, ч.
Алюминия окись безводная для спектрального анализа, х. ч.
Магния окись по ГОСТ 4526-75, ч. д. а.
Марганца (IV) окись по ГОСТ 4470-79, ч. д. а.
Кобальта (II - III) окись по ГОСТ 4467-79, ч. или ч. д. а.
Олова двуокись, ч. д. а.
Циркония двуокись по ГОСТ 21907-76.
Меди (II) окись по ГОСТ 16539-79.
Натрий хлористый ОС. Ч. 6 - 1.
Ниобия пятиокись, в которой содержание определяемых элементов не превышает установленной для метода нижней границы диапазона определяемых массовых долей.
Проявитель:
метол........................................................................................ 2,2 г
натрий сернистокислый безводный по ГОСТ 195-77......... 96 г
гидрохинон по ГОСТ 19627-74............................................. 8,8 г
натрий углекислый по ГОСТ 83-79...................................... 48 г
калий бромистый по ГОСТ 4160-74..................................... 5 г
вода........................................................................................... до 1000 см3.
Фиксаж:
тиосульфат натрия кристаллический по СТ СЭВ 223-75... 300 г
аммоний хлористый по ГОСТ 3773-72................................ 20 г
вода........................................................................................... до 1000 см3.
4.2.2. Приготовление буферной смеси
Буферную смесь, состоящую из 90 % угольного порошка и 10 % хлористого натрия готовят, смешивая 0,9000 г угольного порошка и 0,1000 г хлористого натрия с 20 см3 спирта в течение 30 мин и высушивая под инфракрасной лампой.
4.2.3. Приготовление образцов сравнения (ОС)
Основной образец сравнения, содержащий по 1 % никеля, алюминия, магния, марганца, кобальта, олова, циркония и меди, готовят механическим истиранием и перемешиванием буферной смеси с окислами соответствующих металлов.
Навески массой 0,0141 г окиси никеля, 0,0189 г окиси алюминия, 0,0186 г окиси магния, 0,0158 г окиси марганца (IV) 0,0136 г (II - III)-окиси кобальта, 0,0127 г двуокиси олова, 0,0125 г окиси меди и 0,0140 г двуокиси циркония помещают в ступке из органического стекла и добавляют 0,8818 г буферной смеси. Смесь тщательно перемешивают, добавляя спирт для поддержания смеси в кашицеобразном состоянии, в течение 1 ч и высушивают под инфракрасной лампой до постоянной массы.
Последовательным разбавлением основного образца сравнения буферной смесью готовят серию образцов сравнения (ОС) с убывающей концентрацией определяемых элементов. Содержание каждой из определяемых примесей (в процентах на содержание металла в металлическом ниобии) и вводимые в смесь навески буферной смеси и разбавляемого образца приведены в табл. 5.
Образцы сравнения хранят в полиэтиленовых банках с крышками.
Таблица 5
Обозначение образца
Массовая доля каждой из определяемых примесей, %
Масса навески, г
буферной смеси
разбавляемого образца
ОС 1
1∙10-1
3,3930
0,3770 (основной образец)
ОС 2
5∙10-2
1,7700
1,7700 (ОС 1)
ОС 3
2∙10-2
2,3100
1,5400 (ОС 2)
ОС 4
1∙10-2
1,8500
1,8500 (ОС 3)
ОС 5
5∙10-3
1,7000
1,7000 (ОС 4)
ОС 6
2∙10-3
2,1000
1,4000 (ОС 5)
ОС 7
1∙10-3
1,5000
1,5000 (ОС 6)
ОС 8
5∙10-4
1,0000
1,0000 (ОС 7)
4.1.2 - 4.2.3. (Измененная редакция, Изм. № 1).
4.2.4. Проведение анализа
4.2.4.1. Перевод металлического ниобия в пятиокись ниобия
Пробу металлического ниобия 1 - 3 г помещают в платиновую чашку и прокаливают в муфельной печи при температуре 800 - 900 °С в течение 2 ч. Полученную пятиокись ниобия в виде белого порошка охлаждают в эксикаторе, помещают в пакет из кальки к передают на спектральный анализ.
4.2.4.2. Определение никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония
Пробы и образцы сравнения готовят в боксе. Для этого 100 мг пробы и 100 мг буферной смеси или 100 мг образца сравнения и 100 мг пятиокиси ниобия тщательно растирают в плексигласовой ступке в течение 5 мин. Подготовленную пробу или образец сравнения набивают в каналы трех графитовых электродов, предварительно обожженных в дуге постоянного тока при 7 А в течение 5 с.
Электроды устанавливают в штатив в вертикальном положении. Верхним электродом служит графитовый стержень, заточенный на конус. Между электродами зажигают дугу постоянного тока силой 7 А с последующим повышением (в течение 20 с) до 15 А. Электрод с пробой включен анодом.
Во избежание выброса материала из кратера электродов, ток включают при сомкнутых электродах с их последующим разведением, величина которого контролируется по проекции на промежуточной диафрагме. Время экспозиции - 120 с, промежуточная диафрагма - 5 мм.
Спектры в области длин волн 2500 - 3500 нм фотографируют с помощью спектрографа ДФС-13 с решеткой 600 штр/мм, используя трехлинзовую систему освещения щели на фотопластинку тип II чув. 15 ед., ширина щели спектрографа 15 мкм.
4.2.4.3. Определение меди
Пробу, приготовленную по п. 4.2.4.2, помещают в канал графитового электрода. Электрод с пробой или образцом сравнения служит анодом (нижний электрод). Верхним электродом является графитовый электрод, заточенный на конус. Между электродами зажигают дугу постоянного тока. В первые 15 с сила тока - 5 А, последующие 1 мин 45 с - 15 А. Полная экспозиция 120 с. Спектры фотографируют на спектрографе ДФС-13 с решеткой 1200 штр/мм с трехлинзовой осветительной системой. Фотопластинка типа ЭС чув. 9. Промежуточная диафрагма 0,8 мм. Шкалу длин волн устанавливают на 320 нм. Ширина щели спектрографа 15 мкм. Во время экспозиции расстояние между электродами поддерживают равным 3 мм.
Спектр каждой пробы и каждого образца сравнения регистрируют на фотопластинке по три раза. Экспонированные пластинки проявляют, промывают водой, фиксируют, окончательно промывают и сушат.
4.2.4.1 - 4.2.4.3. (Измененная редакция, Изм. № 1).
4.2.4.4. Обработка результатов
В каждой спектрограмме фотометрируют почернения аналитической линии определяемого элемента Sл+ф (табл. 6) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+a - Sф.
Таблица 6
Определяемый элемент
Длина волны аналитической линии, нм
Алюминий
309,2
Магний
279,5
Марганец
279,4
Медь
327,4
Олово
284,0
Цирконий
339,2
Никель
300,2
Кобальт
304,4
По трем параллельным значениям DS1, DS2, DS3, полученным по трем спектрограммам, снятым для каждого образца, находят среднее арифметическое результатов
.От полученных средних значений
переходят к значениям с помощью таблиц, приведенных в приложении к ГОСТ 13637.1-77.Используя значения lg C и
для образцов сравнения, строят градуировочный график в координатах , lg C. По этому графику по значениям для пробы определяют содержание примеси в пробе.Разность наибольших и наименьших из результатов трех параллельных и результатов двух анализов с доверительной вероятностью Р = 0,95 не должна превышать величин допускаемых расхождений, приведенных в табл. 7.
Таблица 7
Определяемый элемент
Массовая доля, %
Допускаемое расхождение, %
параллельных определений
результатов анализов
Алюминий
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Цирконий
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Магний
0,001
0,005
0,01
0,0006
0,004
0,006
0,0001
0,003
0,004
Марганец
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Медь
0,005
0,01
0,06
0,003
0,003
0,006
0,02
0,002
0,002
0,003
0,01
0,002
Олово
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Никель
0,001
0,005
0,001
0,0006
0,003
0,005
0,0004
0,002
0,003
Кобальт
0,0005
0,005
0,01
0,0003
0,003
0,005
0,0002
0,002
0,003
Допускаемые расхождения для промежуточных содержаний рассчитывают методом линейной интерполяции.
4.2.4.5. Контроль правильности результатов
Правильность результатов анализа серии проб контролируют для каждой определенной примеси при переходе к новому комплекту образцов сравнения, С этой целью для одной и той же пробы, содержащей определенную примесь в контролируемом диапазоне концентраций с использованием старого и нового комплектов образцов сравнения, получают четыре результата анализа и вычисляют средние арифметические значения. Затем находят разность большего и меньшего значений. Результаты анализа считают правильными, если указанная разность не превышает допускаемых расхождений результатов двух анализов пробы по содержанию определяемой примеси.
Контроль правильности проводят для каждого интервала между ближайшими по содержанию образцами сравнения по мере поступления на анализ соответствующих проб.
4.3. Массовую долю тантала, титана, кремния, железа, вольфрама, молибдена определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79 или спектральными методами (пп. 4.3.1 - 4.3.3), кислорода и водорода - по ГОСТ 22720.1-77, азота - по ГОСТ 22720.1-77 или ГОСТ 22720.4-77.
Допускается применять другие методы анализа примесей, по точности не уступающие указанным.
При разногласиях в оценке химического состава его определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79, ГОСТ 22720.1-77, ГОСТ 22720.1-77 и ГОСТ 22720.4-77.
Массовую долю углерода определяют по ГОСТ 22720.3-77. Кроме анализатора АН-160, допускается использовать приборы АН-7529 и АН-7560.
4.2.4.4. - 4.3. (Измененная редакция, Изм. № 1).
4.3.1. Спектральный метод определения примесей титана, кремния, железа, никеля, алюминия, магния, марганца, олова, меди, циркония, при массовой доле каждой примеси от 0,001 до 0,02.
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и спектров анализируемого материала, превращенного в оксиды прокаливанием, с последующим определением массовой доли примесей по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента к интенсивности фона lg(Iл/Iф) - логарифм массовой доли определяемого элемента lg C.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений, при массовой доле каждой примеси 0,001 % составляет 0,15, при массовой доле каждой примеси 0,02 % - 0,11.
Суммарная погрешность результата анализа с доверительной вероятностью Р = 0,95 при массовой доле примеси 0,00100 % не должна превышать ± 0,00023 % абс, при массовой доле примеси 0,0200 % - ± 0,0033 % абс.
4.3.1.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 1200 штр/мм или аналогичный.
Источник постоянного тока УГЭ, или ВАС-275-100, или аналогичный.
Микроденситометр МД-100, или микрофотометр МФ-2, или аналогичный.
Спектропроектор типа ПС-18, или ДСП-2, или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные с погрешностью взвешивания не более 0,002 г.
Печь муфельная с терморегулятором, на температуру от 400 до 1100 °С.
Шкаф сушильный типа СНОД 3.5.3.5.3.5./3М или аналогичный.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Фотопластинки спектральные: диапозитивные, СП-2, СП-ЭС, обеспечивающие в условиях анализа нормальные почернения аналитических линий и близлежащего фона в спектре.
Порошок графитовый ос. ч. 8 - 4 по ГОСТ 23463-79 или аналогичный, обеспечивающий чистоту по определяемым примесям. Нижние электроды, выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота заточенной части....................... 10
диаметр заточенной части.................... 4,0
глубина кратера...................................... 3,8
диаметр кратера..................................... 2,5
Верхние электроды из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм, высотой заточенной конической части 4 мм.
Натрий фтористый, ос. ч. 7 - 3.
Ниобия пятиокись для оптического стекловарения, ос. ч. 7 - 3.
Титана (IV) двуокись, ос. ч. 7 - 3.
Кремния (IV) двуокись по ГОСТ 9428-73, ч. д. а.
Железа (III) окись, ос. ч. 2 - 4.
Никеля (II) закись, ч. д. а.
Алюминия (III) окись, х. ч.
Магния (II), ч. д. а.
Марганца (IV) окись, ос. ч. 9 - 2.
Олова (IV) окись, ч. д. а.
Меди (II) окись (гранулированная) по ГОСТ 16539-79.
Циркония (IV) двуокись, ос. ч. 6 - 2.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Лак идитоловый, 1 %-ный спиртовый раствор.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 19627-74.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Натрий углекислый по ГОСТ 83-79.
Калий бромистый по ГОСТ 4160-74.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде, в указанной последовательности доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Основная смесь, представляющая собой механическую смесь оксида ниобия и оксидов определяемых элементов с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для ее приготовления каждый препарат оксида помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7, охлаждают в эксикаторе и берут навески, указанные в табл. 7а. Переносят в ступку сначала приблизительно одну четвертую часть навески пятиокиси ниобия, затем полностью навески оксидов всех элементов-примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, а затем прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Промежуточная смесь и рабочие образцы сравнения (РОС1 - РОС4); готовят, смешивая указанные в табл. 7б массы пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС2. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС2 - при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Буферная смесь 95 % графитового порошка и 5 % фтористого натрия. Навески помещают в ступку и тщательно растирают в течение 30 мин.
4.3.1.2. Проведение анализа
Навеску порошка металлического ниобия массой 0,5 г помещают в платиновую чашку, прокаливают в муфельной печи при температуре 800 - 850 °С в течение 2 ч и охлаждают в эксикаторе. Переносят в ступку и смешивают с буферной смесью в соотношении 2:1 (по массе), помещают в пакет из кальки.
Каждый из рабочих образцов сравнения РОС1 - РОС4 также смешивают с буферной смесью в соотношении 2:1 (по массе).
Верхние и нижние электроды обжигают в дуге переменного тока при силе тока 10 А в течение 10 с.
Каждой из полученных смесей (смесь, полученная из навески пробы, и полученные из РОС1 - РОС4) плотно заполняют кратеры шести нижних электродов неоднократным погружением электродов в пакет со смесью. После этого в каждый нижний электрод помещают 2 капли спиртового раствора идитолового лака. Подсушивают электроды в сушильном шкафу при температуре 80 - 90 °С в течение (15 ± 1) мин.
В кассету спектрографа помещают:
в коротковолновую область спектра - диапозитивную фотопластинку;
в длинноволновую - фотопластинку марки СП-2.
Нижний электрод (с материалом пробы или с материалом рабочего образца сравнения) включают анодом дуги постоянного тока. Спектры фотографируют при следующих условиях:
сила тока................................................ 10 ± 0,5 А
межэлектродный промежуток............. 2 мм
экспозиция............................................. (40 ± 3) с
щель спектрографа................................ (0,020 ± 0,001) мм
промежуточная диафрагма.................. (5,0 ± 0,1) мм
деление шкалы длин волн.................... (303,0 ± 2,5) нм
Фотографируют по три раза спектр каждого рабочего образца сравнения и по три раза спектр каждой пробы, используя для каждого образца сравнения (или пробы) три из шести нижних электродов. Затем фотографирование спектров повторяют, используя оставшиеся три заполненных пробой (образцом сравнения) нижних электрода.
Экспонированные фотопластинки проявляют, промывают водой, фиксируют, окончательно промывают водой и сушат.
4.3.1.3. Обработка результатов
В каждой фотопластинке фотометрируют почернения аналитических линий определяемого элемента Sл+ф(табл. 7в) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+ф - Sф.
По трем значениям DS1, DS2, DS3, полученным из трех спектрограмм, снятым для каждого образца на одной фотопластинке, находят среднее арифметическое DS. От полученных значений DS переходят к значениям lg(Iл/Iф) с помощью таблиц, приведенных в ГОСТ 13637.1-77.
Таблица 7а
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С (пред. откл. ± 20 °С)
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
950
10,2996
1,4305
7,2000
90
Двуокись титана
TiO2
1100
0,1334
1,6680
0,0800
1
Двуокись кремния
SiO2
1100
0,1711
2,1393
0,0800
1
Окись железа
Fe2O3
800
0,1144
1,4297
0,0800
1
Закись никеля
NiO
600
0,1018
1,2725
0,0800
1
Окись алюминия
Al2O3
1100
0,1512
1,8895
0,0800
1
Окись магния
MgO
1100
0,1327
1,6583
0,0800
1
Окись марганца
MnO2
400
0,1266
1,5825
0,0800
1
Окись олова
SnO2
600
0,1016
1,2696
0,0800
1
Окись меди
CuO
700
0,1001
1,2518
0,0800
1
Двуокись циркония
ZrO2
1100
0,1081
1,3508
0,0800
1
11,5406
8,0000
100
Используя значения lg C (где С - массовая доля определяемой примеси по табл. 7б) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). По этому графику, используя полученное по той же фотопластинке значение lg(Iл/Iф) для пробы, определяют массовую долю примеси в пробе - первый из двух результатов параллельных определений данной примеси.
Таблица 7б
Обозначение образца
Массовая доля каждой примеси в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 8 г металла, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
Промежуточная смесь
0,100
10,2996
1,1541 (ОС)
11,4537
РОС1
0,020
9,1552
2,2907 (ПС)
11,4459
РОС2
0,009
10,4140
1,0308 (ПС)
11,4443
POС4
0,004
10,1726
1,2716 (РОС2)
11,4442
РОС3
0,003
11,1007
0,3436 (ПС)
11,4443
Таблица 7в
Определяемый элемент
Аналитическая линия, нм
Магний
285,21
Кремний
288,16
Марганец
294,92
Никель
300,25
Железо
302,06
Титан
307,86
Алюминий
308,22
Цирконий
316,60
Олово
317,50
Медь
327,47
Результат второго параллельного определения получают таким же образом по второй пластинке.
Разность большего и меньшего результатов параллельных определений с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, указанного в табл. 7г.
Таблица 7г
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0004
0,020
0,006
Допускаемое расхождение для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейного интерполирования.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое результатов двух параллельных определений.
4.3.1.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.2. Спектральный метод определения примесей вольфрама, молибдена и кобальта при массовой доле каждой примеси от 0,001 до 0,01 %
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и анализируемого материала, превращенного в оксиды прокаливанием, с. последующим определением массовой доли примесей по градуировочным графикам.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений каждой примеси, составляет 0,17 - при массовой доле примеси и 0,10 - при массовой доле примеси 0,005 - 0,010 %.
4.3.2.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 600 штр/мм или аналогичный.
Источник постоянного тока ВАС-275-100 или аналогичный.
Микрофотометр МФ-2 или аналогичный.
Спектропроектор ДСП-2 или аналогичный.
Шкаф сушильный типа СНОД 3.5.3.5.3.5/3М или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные.
Печь муфельная с терморегулятором на температуру от 400 до 1000 °С.
Электроплитки с закрытой спиралью и покрытием, исключающим загрязнение определяемыми элементами.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Эксикаторы.
Фотопластинки формата 9´12 см спектральные тип II и ЭС или аналогичные, обеспечивающие в условиях анализа нормальные почернения аналитических линий и фона в спектре.
Нижние электроды типа «рюмка», выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота «рюмки»...................... 5
глубина кратера...................... 3
диаметр кратера...................... 4
диаметр шейки........................ 3,5
высота шейки.......................... 3,5
Верхние электроды - стержни диаметром 6 мм из графита ос. ч. 7 - 3, заточенные на цилиндр диаметром 4 мм.
Кислота соляная по ГОСТ 14261-77, ос. ч.
Ниобия пятиокись, ос. ч. 7 - 3, в спектре которой в условиях анализа отсутствуют аналитические линии определяемых примесей.
Вольфрама (VI) окись, ч. д. а.
Молибдена (IV) окись, ч. д. а.
Кобальта (II, III) окись по ГОСТ 4467-79.
Сурьмы (III) окись, х. ч.
Свинец хлористый.
Калий сернокислый, ос. ч. 6 - 4.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 5644-75.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Калий бромистый по ГОСТ 4160-74, ч. д. а.
Натрий углекислый по ГОСТ 83-79, ч. д. а.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Посуда химическая термостойкая: стаканы вместимостью на 100, 500 и 1000 см3, воронки.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде в указанной последовательности, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Буферная смесь, готовят следующим образом: тщательно растирают в ступке 7,4900 г хлористого свинца, 2,5000 г сернокислого калия, 0,0100 г окиси сурьмы. Время истирания на виброистирателе 40 - 50 мин, вручную - 90 - 120 мин.
Основная смесь, представляющая собой механическую смесь оксидов ниобия и определяемых примесей с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для приготовления смеси каждый препарат оксидов помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7д, охлаждают в эксикаторе и берут навески, указанные в табл. 7д. Переносят в ступку сначала приблизительно 1/4 часть навески пятиокиси ниобия, затем полностью навески оксидов всех примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, затем прокаливают при температуре (400 ± 20) °C в течение 60 мин и охлаждают в эксикаторе.
Промежуточную смесь и рабочие образцы сравнения (РОС1 - РОС4) готовят, смешивая указанные в табл. 7е навески пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС1. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС1 - при температуре (400 ± 20) °С в течение 60 мин; охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 90 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокалива
Таблица 7д
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
900 - 1000
13,8759
1,4305
9,7000
97
Трехокись вольфрама
WO3
650
0,1261
1,2611
0,1000
1
Трехокись молибдена
MoO3
450 - 500
0,1500
1,5003
0,1000
1
Окись кобальта
Со2О3
800
0,1407
1,4072
0,1000
1
14,2927
10,0000
100
находят значения lg(Iл/Iф), пользуясь таблицами по ГОСТ 13637-77. Используя значения lg C ( где С - массовая доля вольфрама по табл. 7е) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). Поэтому графику, используя полученные по той же фотопластинке значения lg(Iл/Iф) для пробы, определяют массовую долю вольфрама в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения вольфрама получают таким же образом по второй фотопластинке.
При определении молибдена и кобальта для каждого из трех спектров (пробы или образца сравнения), снятых на одной фотопластинке, находят значение DS = Sл - Scи вычисляют среднее арифметическое трех значений - значение
. По полученным значениям DS для образцов сравнения строят градуировочный график в координатах lgC, DS, где С - массовая доля определяемого элемента в образцах сравнения согласно табл. 7. По этому графику, используя полученные по той же фотопластинке значения DS для пробы, определяют массовую долю определяемого элемента в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения получают таким же образом по второй фотопластинке.Таблица 7е
Обозначение образца
Массовая доля каждой из определяемых примесей, в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 10 г металлов, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
ПС
0,100
12,8745
1,4293 (ПС)
14,3038
РОС1
0,010
12,8745
1,4301 (ПС)
14,3049
РОС2
0,004
13,7328
0,5722 (ПС)
14,3050
РОС3
0,002
14,0189
0,2861 (ПС)
14,3050
РОС4
0,001
12,8745
1,4305 (РОС1)
14,3050
Разность большего и меньшего результатов параллельных определений элемента с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, приведенного в табл. 7ж и табл. 7з.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое двух результатов параллельных определений.
Таблица 7ж
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0005
0,0050
0,0014
0,0100
0,0028
Допускаемые расхождения для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейной интерполяции.
4.3.2.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.3. Экстракционно-фотометрический метод определения тантала (от 0,02 до 0,10 %)
Метод основан на измерении оптической плотности толуольного экстракта фтортанталата бриллиантового зеленого.
4.3.3.1. Аппаратура, материалы и реактивы
Весы аналитические.
Таблица 7з
Определяемый элемент
Аналитическая линия, нм
Интервал определяемых значений массовой доли, %
Вольфрам
400,87
От 0,001 до 0,01
Молибден
319,40
» 0,001 » 0,004
320,88
» 0,001 » 0,01
Кобальт
340,51
» 0,001 » 0,004
345,35
» 0,001 » 0,01
Плитка электрическая лабораторная с закрытой спиралью мощностью 3 кВт.
Центрифуга лабораторная, марки ЦЛК-1 или аналогичная.
Колориметр фотоэлектрический концентрационный КФК-2 или аналогичный.
Пипетки 1-2-2; 2-2-5; 2-2-10; 2-2-20; 2-2-25; 2-2-50; 6-2-10 по ГОСТ 20292-74.
Цилиндры 1-500; 1-2000 по ГОСТ 1770-74.
Бюретки 6-2-5; 1-2-100 по ГОСТ 20292-74.
Колбы 2-100-2; 2-200-2; 2-500-2 по ГОСТ 1770-741
Стакан В-1-100 ТС по ГОСТ 25336-82.
Стакан фторопластовый с носиком вместимостью 100 см3.
Банка БН-0,5, по ГОСТ 17000-71.
Бидон БДЦ-5,0 по ГОСТ 17000-71.
Пробки из пластмассы по ГОСТ 1770-74.
Цилиндры из полиэтилена вместимостью 60 см3.
Пробирки центрифужные из полиэтилена вместимостью 10 см3.
Пипетки из полиэтилена вместимостью 10 см3.
Кислота серная по ГОСТ 4204-77, х. ч. раствор 5 моль/дм3 и 1,4 моль/дм3.
Кислота азотная по ГОСТ 4461-77, х. ч.
Кислота фтористоводородная по ГОСТ 10484-78, х. ч., раствор 7,5 моль/дм3.
Раствор для отмывки экстрактов с концентрациями серной кислоты 1,18 моль/дм3 и фтористоводородной кислоты 0,98 моль/дм3. Для приготовления 5 дм3 раствора в полиэтиленовый бидон помещают 245 см3 раствора фтористоводородной кислоты 20 моль/дм3, 1175 см3 раствора серной кислоты 5 моль/дм3, 3580 см3 дистиллированной воды и перемешивают в течение 30 - 40 с.
Бриллиантовый зеленый, ч., раствор 3 г/дм3, готовят растворением 3 г красителя в 1 дм3 воды на холоду в течение 1 ч при перемешивании с помощью электромеханической мешалки.
Толуол по ГОСТ 5789-78, ч. д. а.
Ацетон по ГОСТ 2603-79, ч. д. а.
Аммоний сернокислый по ГОСТ 3769-78, х. ч.
Порошок танталовый (высокой чистоты), с массовой долей тантала не менее 99,5 %.
Вода дистиллированная по ГОСТ 6709-72.
4.3.3.2. Подготовка к измерению
4.3.3.2.1. Приготовление основного раствора и рабочих растворов
Основной раствор пятиокиси тантала 0,200 г/дм3: навеску металлического порошка тантала 0,0819 г, взвешенную с погрешностью ± 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 5,0 см3 концентрированной фтористоводородной кислоты, 0,5 см3 азотной кислоты, нагревают на плитке до полного растворения навески и упаривают до объема 1 - 2 см3. Раствор переводят в мерную колбу вместимостью 500 см3, в которую предварительно помещают 250 см3 дистиллированной воды, доводят до метки и перемешивают в течение 30 - 40 с. Приготовленный раствор хранят в полиэтиленовой посуде.
Рабочие растворы пятиокиси тантала 2,0 и 20,0 мкг/см3 отбирают пипеткой 2,0 и 20,0 см3 основного раствора в мерные колбы вместимостью 200 см3, добавляют 56,0 см3 раствора серной кислоты 5 моль/дм3, доводят водой до метки и перемешивают в течение 30 - 40 с.
4.3.3.2.2. Построение градуировочного графика
В полиэтиленовые ампулы помещают из бюретки 2,0; 4,0; 6,0; 8,0; 10,0 см3 рабочего раствора 2,0 мкг/см3 и 1,0; 2,0; 3,0; 4,0; 5,0 см3 рабочего раствора 20,0 мкг/см3. Доводят раствором серной кислоты концентрации 1,4 моль/дм3 (2,8 н) до 10,0 см3, добавляют полиэтиленовой пипеткой 1,5 см3 раствора фтористоводородной кислоты 7,5 моль/дм3, 25,0 см3 толуола, добавляют из бюретки 11,0 см3 раствора бриллиантового зеленого и встряхивают в течение 60 с на электромеханическом встряхивателе или вручную. После расслаивания фаз в течение 60 - 90 с 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 мин-1.
Оптическую плотность измеряют на КФК-2 в кюветах с толщиной слоя поглощения 5,0 мм в интервале 20 - 100 мкг пятиокиси тантала и 30,0 мм в интервале 4 - 20 мкг пятиокиси тантала при λmax = (590 ± 10) нм. В качестве раствора сравнения применяют толуол.
Одновременно через все стадии проводят два параллельных контрольных опыта. Оптическая плотность контрольного опыта не должна превышать 0,03 в кювете 30 мм и 0,005 - в кювете 5 мм. По полученным данным строят два градуировочных графика.
4.3.3.3. Проведение измерений
Пробу массой 0,1000 г, взвешенную с погрешностью не более 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 10 см3 концентрированной фтористоводородной кислоты, затем пипеткой 2,0 см3 азотной кислоты и 8,0 см3 концентрированной серной кислоты, нагревают на плитке до начала выделения паров серной кислоты, затем продолжают нагрев еще 2 - 3 мин. Стаканы охлаждают до температуры (25 ± 5) °С, добавляют 3,0 г сульфата аммония, разбавляют водой до 10 см3 и переводят в мерную колбу вместимостью 100 см3, доводят водой до метки и перемешивают 30 - 40 с.
Аликвотную часть полученного раствора, содержащую 4 - 100 мкг пятиокиси тантала, помещают в полиэтиленовый цилиндр вместимостью 60 см3, доводят раствором серной кислоты концентрации 5 моль/дм3 до 10,0 см3, добавляют 1,5 см3 раствора фтористоводородной кислоты концентрации 7,5 моль/дм3 и оставляют на 8 - 10 мин. Далее добавляют пипеткой 25,0 см3 толуола, 11,0 см3 раствора бриллиантового зеленого и производят экстракцию, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве 20 - 25 см3 отмывают. Добавляют 10,5 см3 раствора для отмывки (полиэтиленовой пипеткой), 10,0 см3 раствора бриллиантового зеленого из бюретки и встряхивают, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве не менее 16,0 см3 вновь подвергают операции отмывки. После расслаивания фаз 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 об/мин.
Оптическую плотность экстракта измеряют на КФК-2, как описано в п. 4.3.3.2.2. В закрытых полиэтиленовых пробирках экстракты стабильны в течение 4 ч. Допускается проведение экстракции и отмывки экстрактов одновременно в шестнадцати пробирках. Массу пятиокиси тантала определяют по градуировочному графику.
4.3.3.4. Обработка результатов
Массовую долю тантала (X) в процентах вычисляют по формуле
где m - масса пятиокиси тантала, найденная по градуировочному графику, мкг;
m1- масса навески пробы, г;
a - аликвотная часть раствора, отбираемая для экстракции, см3;
V - объем мерной колбы, равный 100 см3;
1,221 - коэффициент пересчета.
За результат измерений принимают среднее арифметическое результатов двух параллельных определений.
Допускаемые расхождения результатов двух параллельных определений не должны превышать значений допускаемых расхождений, приведенных в табл. 7и.
4.3.3.5. Контроль правильности анализа
Контроль правильности анализа проводят методом добавок.
Суммарная массовая доля тантала в пробе с добавкой должна быть не меньше утроенного значения нижней границы определяемых массовых долей и не больше верхней границы определяемых массовых долей.
Таблица 7и
Массовая доля тантала, %
Допускаемые расхождения, %
0,02
0,01
0,05
0,01
0,10
0,02
Суммарное содержание тантала (Х1) в пробе с добавкой в процентах вычисляют по формуле
где Хан - массовая доля тантала в пробе, %;
m1- масса тантала, введенная с добавкой, мкг;
m2- масса навески пробы, г.
Анализ считают правильным (Р = 0,95), если разность большей и меньшей из двух величин Х1и результата анализа пробы с добавкой не превышает
где d1- допускаемое расхождение между результатами двух параллельных определений в пробе без добавки;
d2- допускаемое расхождение между результатами двух параллельных определений в пробе с добавкой.
4.3.1 - 4.3.3.5. (Введены дополнительно, Изм. № 1).
Источник: ГОСТ 26252-84: Порошок ниобиевый. Технические условия оригинал документа
Англо-русский словарь нормативно-технической терминологии > MgO
-
17 CuO
- Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
4.2. Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
Спектральному методу предшествует перевод анализируемой пробы в пятиокись ниобия.
Метод основан на измерении интенсивности линий элементов примесей в спектре, полученном при испарении пятиокиси ниобия в смеси с графитовым порошком и хлористым натрием из канала графитового электрода в дуге постоянного тока.
Массовую долю примесей в ниобии (табл. 4) определяют по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента и интенсивности фона (
) - логарифм концентрации определяемого элемента (lg C).4.2.1. Аппаратура, материалы и реактивы
Спектрограф дифракционный типа ДФС-13 с решеткой 600 и 1200 штр/мм и трехлинзовой системой освещения щели или аналогичный прибор (фотоэлектрический прибор типа МФС). Допускается использовать спектрограф ДФС-8 с решеткой 1800 штрихов.
Генератор дуговой типа ДГ-2 с дополнительным реостатом или генератор аналогичного типа.
Выпрямитель 250 - 300 В, 30 - 50 А.
Микрофотометр нерегистрирующий типа МФ-2 или аналогичного типа.
Таблица 4
Определяемая примесь
Массовая доля примеси, %
Никель
1∙10-3 - 2∙10-2
Алюминий
5∙10-4 - 1∙10-2
Магний
1∙10-3 - 2∙10-3
Марганец
5∙10-4 - 5∙10-3
Кобальт
5∙10-4 - 3∙10-2
Олово
1∙10-3 - 1∙10-2
Медь
3∙10-3 - 5∙10-2
Цирконий
1∙10-3 - 2∙10-2
Спектропроектор типа ПС-18, СП-2 или аналогичного типа.
Весы аналитические.
Весы торсионные типа ВТ-500.
Ступка и пестик из органического стекла.
Бокс из органического стекла.
Электропечь муфельная с терморегулятором на температуру до 900 °С.
Чашки платиновые.
Станок для заточки графитовых электродов.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, с каналом глубиной 5 мм, внешний диаметр - 3,0 мм, внутренний диаметр - 2,0 мм, длина заточенной части - 6 мм.
Порошок графитовый ОС. Ч. 8 - 4 по ГОСТ 23463-79.
Фотопластинки спектрографические марок СПЭС и СП-2, размером 9´12/1,2 или 13´18/1,2, обеспечивающие нормальное почернение аналитических линий и близлежащего фона в спектре.
Лампа инфракрасная ИКЗ-500 с регулятором напряжения РНО-250-0,5 или аналогичным.
Спирт этиловый ректификованный по ГОСТ 18300-72, дважды перегнанный в кварцевом приборе.
Никеля окись черная по ГОСТ 4331-78, ч.
Алюминия окись безводная для спектрального анализа, х. ч.
Магния окись по ГОСТ 4526-75, ч. д. а.
Марганца (IV) окись по ГОСТ 4470-79, ч. д. а.
Кобальта (II - III) окись по ГОСТ 4467-79, ч. или ч. д. а.
Олова двуокись, ч. д. а.
Циркония двуокись по ГОСТ 21907-76.
Меди (II) окись по ГОСТ 16539-79.
Натрий хлористый ОС. Ч. 6 - 1.
Ниобия пятиокись, в которой содержание определяемых элементов не превышает установленной для метода нижней границы диапазона определяемых массовых долей.
Проявитель:
метол........................................................................................ 2,2 г
натрий сернистокислый безводный по ГОСТ 195-77......... 96 г
гидрохинон по ГОСТ 19627-74............................................. 8,8 г
натрий углекислый по ГОСТ 83-79...................................... 48 г
калий бромистый по ГОСТ 4160-74..................................... 5 г
вода........................................................................................... до 1000 см3.
Фиксаж:
тиосульфат натрия кристаллический по СТ СЭВ 223-75... 300 г
аммоний хлористый по ГОСТ 3773-72................................ 20 г
вода........................................................................................... до 1000 см3.
4.2.2. Приготовление буферной смеси
Буферную смесь, состоящую из 90 % угольного порошка и 10 % хлористого натрия готовят, смешивая 0,9000 г угольного порошка и 0,1000 г хлористого натрия с 20 см3 спирта в течение 30 мин и высушивая под инфракрасной лампой.
4.2.3. Приготовление образцов сравнения (ОС)
Основной образец сравнения, содержащий по 1 % никеля, алюминия, магния, марганца, кобальта, олова, циркония и меди, готовят механическим истиранием и перемешиванием буферной смеси с окислами соответствующих металлов.
Навески массой 0,0141 г окиси никеля, 0,0189 г окиси алюминия, 0,0186 г окиси магния, 0,0158 г окиси марганца (IV) 0,0136 г (II - III)-окиси кобальта, 0,0127 г двуокиси олова, 0,0125 г окиси меди и 0,0140 г двуокиси циркония помещают в ступке из органического стекла и добавляют 0,8818 г буферной смеси. Смесь тщательно перемешивают, добавляя спирт для поддержания смеси в кашицеобразном состоянии, в течение 1 ч и высушивают под инфракрасной лампой до постоянной массы.
Последовательным разбавлением основного образца сравнения буферной смесью готовят серию образцов сравнения (ОС) с убывающей концентрацией определяемых элементов. Содержание каждой из определяемых примесей (в процентах на содержание металла в металлическом ниобии) и вводимые в смесь навески буферной смеси и разбавляемого образца приведены в табл. 5.
Образцы сравнения хранят в полиэтиленовых банках с крышками.
Таблица 5
Обозначение образца
Массовая доля каждой из определяемых примесей, %
Масса навески, г
буферной смеси
разбавляемого образца
ОС 1
1∙10-1
3,3930
0,3770 (основной образец)
ОС 2
5∙10-2
1,7700
1,7700 (ОС 1)
ОС 3
2∙10-2
2,3100
1,5400 (ОС 2)
ОС 4
1∙10-2
1,8500
1,8500 (ОС 3)
ОС 5
5∙10-3
1,7000
1,7000 (ОС 4)
ОС 6
2∙10-3
2,1000
1,4000 (ОС 5)
ОС 7
1∙10-3
1,5000
1,5000 (ОС 6)
ОС 8
5∙10-4
1,0000
1,0000 (ОС 7)
4.1.2 - 4.2.3. (Измененная редакция, Изм. № 1).
4.2.4. Проведение анализа
4.2.4.1. Перевод металлического ниобия в пятиокись ниобия
Пробу металлического ниобия 1 - 3 г помещают в платиновую чашку и прокаливают в муфельной печи при температуре 800 - 900 °С в течение 2 ч. Полученную пятиокись ниобия в виде белого порошка охлаждают в эксикаторе, помещают в пакет из кальки к передают на спектральный анализ.
4.2.4.2. Определение никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония
Пробы и образцы сравнения готовят в боксе. Для этого 100 мг пробы и 100 мг буферной смеси или 100 мг образца сравнения и 100 мг пятиокиси ниобия тщательно растирают в плексигласовой ступке в течение 5 мин. Подготовленную пробу или образец сравнения набивают в каналы трех графитовых электродов, предварительно обожженных в дуге постоянного тока при 7 А в течение 5 с.
Электроды устанавливают в штатив в вертикальном положении. Верхним электродом служит графитовый стержень, заточенный на конус. Между электродами зажигают дугу постоянного тока силой 7 А с последующим повышением (в течение 20 с) до 15 А. Электрод с пробой включен анодом.
Во избежание выброса материала из кратера электродов, ток включают при сомкнутых электродах с их последующим разведением, величина которого контролируется по проекции на промежуточной диафрагме. Время экспозиции - 120 с, промежуточная диафрагма - 5 мм.
Спектры в области длин волн 2500 - 3500 нм фотографируют с помощью спектрографа ДФС-13 с решеткой 600 штр/мм, используя трехлинзовую систему освещения щели на фотопластинку тип II чув. 15 ед., ширина щели спектрографа 15 мкм.
4.2.4.3. Определение меди
Пробу, приготовленную по п. 4.2.4.2, помещают в канал графитового электрода. Электрод с пробой или образцом сравнения служит анодом (нижний электрод). Верхним электродом является графитовый электрод, заточенный на конус. Между электродами зажигают дугу постоянного тока. В первые 15 с сила тока - 5 А, последующие 1 мин 45 с - 15 А. Полная экспозиция 120 с. Спектры фотографируют на спектрографе ДФС-13 с решеткой 1200 штр/мм с трехлинзовой осветительной системой. Фотопластинка типа ЭС чув. 9. Промежуточная диафрагма 0,8 мм. Шкалу длин волн устанавливают на 320 нм. Ширина щели спектрографа 15 мкм. Во время экспозиции расстояние между электродами поддерживают равным 3 мм.
Спектр каждой пробы и каждого образца сравнения регистрируют на фотопластинке по три раза. Экспонированные пластинки проявляют, промывают водой, фиксируют, окончательно промывают и сушат.
4.2.4.1 - 4.2.4.3. (Измененная редакция, Изм. № 1).
4.2.4.4. Обработка результатов
В каждой спектрограмме фотометрируют почернения аналитической линии определяемого элемента Sл+ф (табл. 6) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+a - Sф.
Таблица 6
Определяемый элемент
Длина волны аналитической линии, нм
Алюминий
309,2
Магний
279,5
Марганец
279,4
Медь
327,4
Олово
284,0
Цирконий
339,2
Никель
300,2
Кобальт
304,4
По трем параллельным значениям DS1, DS2, DS3, полученным по трем спектрограммам, снятым для каждого образца, находят среднее арифметическое результатов
.От полученных средних значений
переходят к значениям с помощью таблиц, приведенных в приложении к ГОСТ 13637.1-77.Используя значения lg C и
для образцов сравнения, строят градуировочный график в координатах , lg C. По этому графику по значениям для пробы определяют содержание примеси в пробе.Разность наибольших и наименьших из результатов трех параллельных и результатов двух анализов с доверительной вероятностью Р = 0,95 не должна превышать величин допускаемых расхождений, приведенных в табл. 7.
Таблица 7
Определяемый элемент
Массовая доля, %
Допускаемое расхождение, %
параллельных определений
результатов анализов
Алюминий
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Цирконий
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Магний
0,001
0,005
0,01
0,0006
0,004
0,006
0,0001
0,003
0,004
Марганец
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Медь
0,005
0,01
0,06
0,003
0,003
0,006
0,02
0,002
0,002
0,003
0,01
0,002
Олово
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Никель
0,001
0,005
0,001
0,0006
0,003
0,005
0,0004
0,002
0,003
Кобальт
0,0005
0,005
0,01
0,0003
0,003
0,005
0,0002
0,002
0,003
Допускаемые расхождения для промежуточных содержаний рассчитывают методом линейной интерполяции.
4.2.4.5. Контроль правильности результатов
Правильность результатов анализа серии проб контролируют для каждой определенной примеси при переходе к новому комплекту образцов сравнения, С этой целью для одной и той же пробы, содержащей определенную примесь в контролируемом диапазоне концентраций с использованием старого и нового комплектов образцов сравнения, получают четыре результата анализа и вычисляют средние арифметические значения. Затем находят разность большего и меньшего значений. Результаты анализа считают правильными, если указанная разность не превышает допускаемых расхождений результатов двух анализов пробы по содержанию определяемой примеси.
Контроль правильности проводят для каждого интервала между ближайшими по содержанию образцами сравнения по мере поступления на анализ соответствующих проб.
4.3. Массовую долю тантала, титана, кремния, железа, вольфрама, молибдена определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79 или спектральными методами (пп. 4.3.1 - 4.3.3), кислорода и водорода - по ГОСТ 22720.1-77, азота - по ГОСТ 22720.1-77 или ГОСТ 22720.4-77.
Допускается применять другие методы анализа примесей, по точности не уступающие указанным.
При разногласиях в оценке химического состава его определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79, ГОСТ 22720.1-77, ГОСТ 22720.1-77 и ГОСТ 22720.4-77.
Массовую долю углерода определяют по ГОСТ 22720.3-77. Кроме анализатора АН-160, допускается использовать приборы АН-7529 и АН-7560.
4.2.4.4. - 4.3. (Измененная редакция, Изм. № 1).
4.3.1. Спектральный метод определения примесей титана, кремния, железа, никеля, алюминия, магния, марганца, олова, меди, циркония, при массовой доле каждой примеси от 0,001 до 0,02.
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и спектров анализируемого материала, превращенного в оксиды прокаливанием, с последующим определением массовой доли примесей по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента к интенсивности фона lg(Iл/Iф) - логарифм массовой доли определяемого элемента lg C.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений, при массовой доле каждой примеси 0,001 % составляет 0,15, при массовой доле каждой примеси 0,02 % - 0,11.
Суммарная погрешность результата анализа с доверительной вероятностью Р = 0,95 при массовой доле примеси 0,00100 % не должна превышать ± 0,00023 % абс, при массовой доле примеси 0,0200 % - ± 0,0033 % абс.
4.3.1.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 1200 штр/мм или аналогичный.
Источник постоянного тока УГЭ, или ВАС-275-100, или аналогичный.
Микроденситометр МД-100, или микрофотометр МФ-2, или аналогичный.
Спектропроектор типа ПС-18, или ДСП-2, или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные с погрешностью взвешивания не более 0,002 г.
Печь муфельная с терморегулятором, на температуру от 400 до 1100 °С.
Шкаф сушильный типа СНОД 3.5.3.5.3.5./3М или аналогичный.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Фотопластинки спектральные: диапозитивные, СП-2, СП-ЭС, обеспечивающие в условиях анализа нормальные почернения аналитических линий и близлежащего фона в спектре.
Порошок графитовый ос. ч. 8 - 4 по ГОСТ 23463-79 или аналогичный, обеспечивающий чистоту по определяемым примесям. Нижние электроды, выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота заточенной части....................... 10
диаметр заточенной части.................... 4,0
глубина кратера...................................... 3,8
диаметр кратера..................................... 2,5
Верхние электроды из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм, высотой заточенной конической части 4 мм.
Натрий фтористый, ос. ч. 7 - 3.
Ниобия пятиокись для оптического стекловарения, ос. ч. 7 - 3.
Титана (IV) двуокись, ос. ч. 7 - 3.
Кремния (IV) двуокись по ГОСТ 9428-73, ч. д. а.
Железа (III) окись, ос. ч. 2 - 4.
Никеля (II) закись, ч. д. а.
Алюминия (III) окись, х. ч.
Магния (II), ч. д. а.
Марганца (IV) окись, ос. ч. 9 - 2.
Олова (IV) окись, ч. д. а.
Меди (II) окись (гранулированная) по ГОСТ 16539-79.
Циркония (IV) двуокись, ос. ч. 6 - 2.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Лак идитоловый, 1 %-ный спиртовый раствор.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 19627-74.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Натрий углекислый по ГОСТ 83-79.
Калий бромистый по ГОСТ 4160-74.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде, в указанной последовательности доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Основная смесь, представляющая собой механическую смесь оксида ниобия и оксидов определяемых элементов с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для ее приготовления каждый препарат оксида помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7, охлаждают в эксикаторе и берут навески, указанные в табл. 7а. Переносят в ступку сначала приблизительно одну четвертую часть навески пятиокиси ниобия, затем полностью навески оксидов всех элементов-примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, а затем прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Промежуточная смесь и рабочие образцы сравнения (РОС1 - РОС4); готовят, смешивая указанные в табл. 7б массы пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС2. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС2 - при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Буферная смесь 95 % графитового порошка и 5 % фтористого натрия. Навески помещают в ступку и тщательно растирают в течение 30 мин.
4.3.1.2. Проведение анализа
Навеску порошка металлического ниобия массой 0,5 г помещают в платиновую чашку, прокаливают в муфельной печи при температуре 800 - 850 °С в течение 2 ч и охлаждают в эксикаторе. Переносят в ступку и смешивают с буферной смесью в соотношении 2:1 (по массе), помещают в пакет из кальки.
Каждый из рабочих образцов сравнения РОС1 - РОС4 также смешивают с буферной смесью в соотношении 2:1 (по массе).
Верхние и нижние электроды обжигают в дуге переменного тока при силе тока 10 А в течение 10 с.
Каждой из полученных смесей (смесь, полученная из навески пробы, и полученные из РОС1 - РОС4) плотно заполняют кратеры шести нижних электродов неоднократным погружением электродов в пакет со смесью. После этого в каждый нижний электрод помещают 2 капли спиртового раствора идитолового лака. Подсушивают электроды в сушильном шкафу при температуре 80 - 90 °С в течение (15 ± 1) мин.
В кассету спектрографа помещают:
в коротковолновую область спектра - диапозитивную фотопластинку;
в длинноволновую - фотопластинку марки СП-2.
Нижний электрод (с материалом пробы или с материалом рабочего образца сравнения) включают анодом дуги постоянного тока. Спектры фотографируют при следующих условиях:
сила тока................................................ 10 ± 0,5 А
межэлектродный промежуток............. 2 мм
экспозиция............................................. (40 ± 3) с
щель спектрографа................................ (0,020 ± 0,001) мм
промежуточная диафрагма.................. (5,0 ± 0,1) мм
деление шкалы длин волн.................... (303,0 ± 2,5) нм
Фотографируют по три раза спектр каждого рабочего образца сравнения и по три раза спектр каждой пробы, используя для каждого образца сравнения (или пробы) три из шести нижних электродов. Затем фотографирование спектров повторяют, используя оставшиеся три заполненных пробой (образцом сравнения) нижних электрода.
Экспонированные фотопластинки проявляют, промывают водой, фиксируют, окончательно промывают водой и сушат.
4.3.1.3. Обработка результатов
В каждой фотопластинке фотометрируют почернения аналитических линий определяемого элемента Sл+ф(табл. 7в) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+ф - Sф.
По трем значениям DS1, DS2, DS3, полученным из трех спектрограмм, снятым для каждого образца на одной фотопластинке, находят среднее арифметическое DS. От полученных значений DS переходят к значениям lg(Iл/Iф) с помощью таблиц, приведенных в ГОСТ 13637.1-77.
Таблица 7а
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С (пред. откл. ± 20 °С)
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
950
10,2996
1,4305
7,2000
90
Двуокись титана
TiO2
1100
0,1334
1,6680
0,0800
1
Двуокись кремния
SiO2
1100
0,1711
2,1393
0,0800
1
Окись железа
Fe2O3
800
0,1144
1,4297
0,0800
1
Закись никеля
NiO
600
0,1018
1,2725
0,0800
1
Окись алюминия
Al2O3
1100
0,1512
1,8895
0,0800
1
Окись магния
MgO
1100
0,1327
1,6583
0,0800
1
Окись марганца
MnO2
400
0,1266
1,5825
0,0800
1
Окись олова
SnO2
600
0,1016
1,2696
0,0800
1
Окись меди
CuO
700
0,1001
1,2518
0,0800
1
Двуокись циркония
ZrO2
1100
0,1081
1,3508
0,0800
1
11,5406
8,0000
100
Используя значения lg C (где С - массовая доля определяемой примеси по табл. 7б) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). По этому графику, используя полученное по той же фотопластинке значение lg(Iл/Iф) для пробы, определяют массовую долю примеси в пробе - первый из двух результатов параллельных определений данной примеси.
Таблица 7б
Обозначение образца
Массовая доля каждой примеси в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 8 г металла, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
Промежуточная смесь
0,100
10,2996
1,1541 (ОС)
11,4537
РОС1
0,020
9,1552
2,2907 (ПС)
11,4459
РОС2
0,009
10,4140
1,0308 (ПС)
11,4443
POС4
0,004
10,1726
1,2716 (РОС2)
11,4442
РОС3
0,003
11,1007
0,3436 (ПС)
11,4443
Таблица 7в
Определяемый элемент
Аналитическая линия, нм
Магний
285,21
Кремний
288,16
Марганец
294,92
Никель
300,25
Железо
302,06
Титан
307,86
Алюминий
308,22
Цирконий
316,60
Олово
317,50
Медь
327,47
Результат второго параллельного определения получают таким же образом по второй пластинке.
Разность большего и меньшего результатов параллельных определений с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, указанного в табл. 7г.
Таблица 7г
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0004
0,020
0,006
Допускаемое расхождение для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейного интерполирования.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое результатов двух параллельных определений.
4.3.1.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.2. Спектральный метод определения примесей вольфрама, молибдена и кобальта при массовой доле каждой примеси от 0,001 до 0,01 %
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и анализируемого материала, превращенного в оксиды прокаливанием, с. последующим определением массовой доли примесей по градуировочным графикам.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений каждой примеси, составляет 0,17 - при массовой доле примеси и 0,10 - при массовой доле примеси 0,005 - 0,010 %.
4.3.2.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 600 штр/мм или аналогичный.
Источник постоянного тока ВАС-275-100 или аналогичный.
Микрофотометр МФ-2 или аналогичный.
Спектропроектор ДСП-2 или аналогичный.
Шкаф сушильный типа СНОД 3.5.3.5.3.5/3М или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные.
Печь муфельная с терморегулятором на температуру от 400 до 1000 °С.
Электроплитки с закрытой спиралью и покрытием, исключающим загрязнение определяемыми элементами.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Эксикаторы.
Фотопластинки формата 9´12 см спектральные тип II и ЭС или аналогичные, обеспечивающие в условиях анализа нормальные почернения аналитических линий и фона в спектре.
Нижние электроды типа «рюмка», выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота «рюмки»...................... 5
глубина кратера...................... 3
диаметр кратера...................... 4
диаметр шейки........................ 3,5
высота шейки.......................... 3,5
Верхние электроды - стержни диаметром 6 мм из графита ос. ч. 7 - 3, заточенные на цилиндр диаметром 4 мм.
Кислота соляная по ГОСТ 14261-77, ос. ч.
Ниобия пятиокись, ос. ч. 7 - 3, в спектре которой в условиях анализа отсутствуют аналитические линии определяемых примесей.
Вольфрама (VI) окись, ч. д. а.
Молибдена (IV) окись, ч. д. а.
Кобальта (II, III) окись по ГОСТ 4467-79.
Сурьмы (III) окись, х. ч.
Свинец хлористый.
Калий сернокислый, ос. ч. 6 - 4.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 5644-75.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Калий бромистый по ГОСТ 4160-74, ч. д. а.
Натрий углекислый по ГОСТ 83-79, ч. д. а.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Посуда химическая термостойкая: стаканы вместимостью на 100, 500 и 1000 см3, воронки.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде в указанной последовательности, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Буферная смесь, готовят следующим образом: тщательно растирают в ступке 7,4900 г хлористого свинца, 2,5000 г сернокислого калия, 0,0100 г окиси сурьмы. Время истирания на виброистирателе 40 - 50 мин, вручную - 90 - 120 мин.
Основная смесь, представляющая собой механическую смесь оксидов ниобия и определяемых примесей с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для приготовления смеси каждый препарат оксидов помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7д, охлаждают в эксикаторе и берут навески, указанные в табл. 7д. Переносят в ступку сначала приблизительно 1/4 часть навески пятиокиси ниобия, затем полностью навески оксидов всех примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, затем прокаливают при температуре (400 ± 20) °C в течение 60 мин и охлаждают в эксикаторе.
Промежуточную смесь и рабочие образцы сравнения (РОС1 - РОС4) готовят, смешивая указанные в табл. 7е навески пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС1. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС1 - при температуре (400 ± 20) °С в течение 60 мин; охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 90 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокалива
Таблица 7д
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
900 - 1000
13,8759
1,4305
9,7000
97
Трехокись вольфрама
WO3
650
0,1261
1,2611
0,1000
1
Трехокись молибдена
MoO3
450 - 500
0,1500
1,5003
0,1000
1
Окись кобальта
Со2О3
800
0,1407
1,4072
0,1000
1
14,2927
10,0000
100
находят значения lg(Iл/Iф), пользуясь таблицами по ГОСТ 13637-77. Используя значения lg C ( где С - массовая доля вольфрама по табл. 7е) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). Поэтому графику, используя полученные по той же фотопластинке значения lg(Iл/Iф) для пробы, определяют массовую долю вольфрама в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения вольфрама получают таким же образом по второй фотопластинке.
При определении молибдена и кобальта для каждого из трех спектров (пробы или образца сравнения), снятых на одной фотопластинке, находят значение DS = Sл - Scи вычисляют среднее арифметическое трех значений - значение
. По полученным значениям DS для образцов сравнения строят градуировочный график в координатах lgC, DS, где С - массовая доля определяемого элемента в образцах сравнения согласно табл. 7. По этому графику, используя полученные по той же фотопластинке значения DS для пробы, определяют массовую долю определяемого элемента в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения получают таким же образом по второй фотопластинке.Таблица 7е
Обозначение образца
Массовая доля каждой из определяемых примесей, в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 10 г металлов, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
ПС
0,100
12,8745
1,4293 (ПС)
14,3038
РОС1
0,010
12,8745
1,4301 (ПС)
14,3049
РОС2
0,004
13,7328
0,5722 (ПС)
14,3050
РОС3
0,002
14,0189
0,2861 (ПС)
14,3050
РОС4
0,001
12,8745
1,4305 (РОС1)
14,3050
Разность большего и меньшего результатов параллельных определений элемента с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, приведенного в табл. 7ж и табл. 7з.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое двух результатов параллельных определений.
Таблица 7ж
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0005
0,0050
0,0014
0,0100
0,0028
Допускаемые расхождения для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейной интерполяции.
4.3.2.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.3. Экстракционно-фотометрический метод определения тантала (от 0,02 до 0,10 %)
Метод основан на измерении оптической плотности толуольного экстракта фтортанталата бриллиантового зеленого.
4.3.3.1. Аппаратура, материалы и реактивы
Весы аналитические.
Таблица 7з
Определяемый элемент
Аналитическая линия, нм
Интервал определяемых значений массовой доли, %
Вольфрам
400,87
От 0,001 до 0,01
Молибден
319,40
» 0,001 » 0,004
320,88
» 0,001 » 0,01
Кобальт
340,51
» 0,001 » 0,004
345,35
» 0,001 » 0,01
Плитка электрическая лабораторная с закрытой спиралью мощностью 3 кВт.
Центрифуга лабораторная, марки ЦЛК-1 или аналогичная.
Колориметр фотоэлектрический концентрационный КФК-2 или аналогичный.
Пипетки 1-2-2; 2-2-5; 2-2-10; 2-2-20; 2-2-25; 2-2-50; 6-2-10 по ГОСТ 20292-74.
Цилиндры 1-500; 1-2000 по ГОСТ 1770-74.
Бюретки 6-2-5; 1-2-100 по ГОСТ 20292-74.
Колбы 2-100-2; 2-200-2; 2-500-2 по ГОСТ 1770-741
Стакан В-1-100 ТС по ГОСТ 25336-82.
Стакан фторопластовый с носиком вместимостью 100 см3.
Банка БН-0,5, по ГОСТ 17000-71.
Бидон БДЦ-5,0 по ГОСТ 17000-71.
Пробки из пластмассы по ГОСТ 1770-74.
Цилиндры из полиэтилена вместимостью 60 см3.
Пробирки центрифужные из полиэтилена вместимостью 10 см3.
Пипетки из полиэтилена вместимостью 10 см3.
Кислота серная по ГОСТ 4204-77, х. ч. раствор 5 моль/дм3 и 1,4 моль/дм3.
Кислота азотная по ГОСТ 4461-77, х. ч.
Кислота фтористоводородная по ГОСТ 10484-78, х. ч., раствор 7,5 моль/дм3.
Раствор для отмывки экстрактов с концентрациями серной кислоты 1,18 моль/дм3 и фтористоводородной кислоты 0,98 моль/дм3. Для приготовления 5 дм3 раствора в полиэтиленовый бидон помещают 245 см3 раствора фтористоводородной кислоты 20 моль/дм3, 1175 см3 раствора серной кислоты 5 моль/дм3, 3580 см3 дистиллированной воды и перемешивают в течение 30 - 40 с.
Бриллиантовый зеленый, ч., раствор 3 г/дм3, готовят растворением 3 г красителя в 1 дм3 воды на холоду в течение 1 ч при перемешивании с помощью электромеханической мешалки.
Толуол по ГОСТ 5789-78, ч. д. а.
Ацетон по ГОСТ 2603-79, ч. д. а.
Аммоний сернокислый по ГОСТ 3769-78, х. ч.
Порошок танталовый (высокой чистоты), с массовой долей тантала не менее 99,5 %.
Вода дистиллированная по ГОСТ 6709-72.
4.3.3.2. Подготовка к измерению
4.3.3.2.1. Приготовление основного раствора и рабочих растворов
Основной раствор пятиокиси тантала 0,200 г/дм3: навеску металлического порошка тантала 0,0819 г, взвешенную с погрешностью ± 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 5,0 см3 концентрированной фтористоводородной кислоты, 0,5 см3 азотной кислоты, нагревают на плитке до полного растворения навески и упаривают до объема 1 - 2 см3. Раствор переводят в мерную колбу вместимостью 500 см3, в которую предварительно помещают 250 см3 дистиллированной воды, доводят до метки и перемешивают в течение 30 - 40 с. Приготовленный раствор хранят в полиэтиленовой посуде.
Рабочие растворы пятиокиси тантала 2,0 и 20,0 мкг/см3 отбирают пипеткой 2,0 и 20,0 см3 основного раствора в мерные колбы вместимостью 200 см3, добавляют 56,0 см3 раствора серной кислоты 5 моль/дм3, доводят водой до метки и перемешивают в течение 30 - 40 с.
4.3.3.2.2. Построение градуировочного графика
В полиэтиленовые ампулы помещают из бюретки 2,0; 4,0; 6,0; 8,0; 10,0 см3 рабочего раствора 2,0 мкг/см3 и 1,0; 2,0; 3,0; 4,0; 5,0 см3 рабочего раствора 20,0 мкг/см3. Доводят раствором серной кислоты концентрации 1,4 моль/дм3 (2,8 н) до 10,0 см3, добавляют полиэтиленовой пипеткой 1,5 см3 раствора фтористоводородной кислоты 7,5 моль/дм3, 25,0 см3 толуола, добавляют из бюретки 11,0 см3 раствора бриллиантового зеленого и встряхивают в течение 60 с на электромеханическом встряхивателе или вручную. После расслаивания фаз в течение 60 - 90 с 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 мин-1.
Оптическую плотность измеряют на КФК-2 в кюветах с толщиной слоя поглощения 5,0 мм в интервале 20 - 100 мкг пятиокиси тантала и 30,0 мм в интервале 4 - 20 мкг пятиокиси тантала при λmax = (590 ± 10) нм. В качестве раствора сравнения применяют толуол.
Одновременно через все стадии проводят два параллельных контрольных опыта. Оптическая плотность контрольного опыта не должна превышать 0,03 в кювете 30 мм и 0,005 - в кювете 5 мм. По полученным данным строят два градуировочных графика.
4.3.3.3. Проведение измерений
Пробу массой 0,1000 г, взвешенную с погрешностью не более 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 10 см3 концентрированной фтористоводородной кислоты, затем пипеткой 2,0 см3 азотной кислоты и 8,0 см3 концентрированной серной кислоты, нагревают на плитке до начала выделения паров серной кислоты, затем продолжают нагрев еще 2 - 3 мин. Стаканы охлаждают до температуры (25 ± 5) °С, добавляют 3,0 г сульфата аммония, разбавляют водой до 10 см3 и переводят в мерную колбу вместимостью 100 см3, доводят водой до метки и перемешивают 30 - 40 с.
Аликвотную часть полученного раствора, содержащую 4 - 100 мкг пятиокиси тантала, помещают в полиэтиленовый цилиндр вместимостью 60 см3, доводят раствором серной кислоты концентрации 5 моль/дм3 до 10,0 см3, добавляют 1,5 см3 раствора фтористоводородной кислоты концентрации 7,5 моль/дм3 и оставляют на 8 - 10 мин. Далее добавляют пипеткой 25,0 см3 толуола, 11,0 см3 раствора бриллиантового зеленого и производят экстракцию, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве 20 - 25 см3 отмывают. Добавляют 10,5 см3 раствора для отмывки (полиэтиленовой пипеткой), 10,0 см3 раствора бриллиантового зеленого из бюретки и встряхивают, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве не менее 16,0 см3 вновь подвергают операции отмывки. После расслаивания фаз 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 об/мин.
Оптическую плотность экстракта измеряют на КФК-2, как описано в п. 4.3.3.2.2. В закрытых полиэтиленовых пробирках экстракты стабильны в течение 4 ч. Допускается проведение экстракции и отмывки экстрактов одновременно в шестнадцати пробирках. Массу пятиокиси тантала определяют по градуировочному графику.
4.3.3.4. Обработка результатов
Массовую долю тантала (X) в процентах вычисляют по формуле
где m - масса пятиокиси тантала, найденная по градуировочному графику, мкг;
m1- масса навески пробы, г;
a - аликвотная часть раствора, отбираемая для экстракции, см3;
V - объем мерной колбы, равный 100 см3;
1,221 - коэффициент пересчета.
За результат измерений принимают среднее арифметическое результатов двух параллельных определений.
Допускаемые расхождения результатов двух параллельных определений не должны превышать значений допускаемых расхождений, приведенных в табл. 7и.
4.3.3.5. Контроль правильности анализа
Контроль правильности анализа проводят методом добавок.
Суммарная массовая доля тантала в пробе с добавкой должна быть не меньше утроенного значения нижней границы определяемых массовых долей и не больше верхней границы определяемых массовых долей.
Таблица 7и
Массовая доля тантала, %
Допускаемые расхождения, %
0,02
0,01
0,05
0,01
0,10
0,02
Суммарное содержание тантала (Х1) в пробе с добавкой в процентах вычисляют по формуле
где Хан - массовая доля тантала в пробе, %;
m1- масса тантала, введенная с добавкой, мкг;
m2- масса навески пробы, г.
Анализ считают правильным (Р = 0,95), если разность большей и меньшей из двух величин Х1и результата анализа пробы с добавкой не превышает
где d1- допускаемое расхождение между результатами двух параллельных определений в пробе без добавки;
d2- допускаемое расхождение между результатами двух параллельных определений в пробе с добавкой.
4.3.1 - 4.3.3.5. (Введены дополнительно, Изм. № 1).
Источник: ГОСТ 26252-84: Порошок ниобиевый. Технические условия оригинал документа
Англо-русский словарь нормативно-технической терминологии > CuO
-
18 three-phase UPS
трехфазный ИБП
-
[Интент]
Глава 7. Трехфазные ИБП... ИБП большой мощности (начиная примерно с 10 кВА) как правило предназначены для подключения к трехфазной электрической сети. Диапазон мощностей 8-25 кВА – переходный. Для такой мощности делают чисто однофазные ИБП, чисто трехфазные ИБП и ИБП с трехфазным входом и однофазным выходом. Все ИБП, начиная примерно с 30 кВА имеют трехфазный вход и трехфазный выход. Трехфазные ИБП имеют и другое преимущество перед однофазными ИБП. Они эффективно разгружают нейтральный провод от гармоник тока и способствуют более безопасной и надежной работе больших компьютерных систем. Эти вопросы рассмотрены в разделе "Особенности трехфазных источников бесперебойного питания" главы 8. Трехфазные ИБП строятся обычно по схеме с двойным преобразованием энергии. Поэтому в этой главе мы будем рассматривать только эту схему, несмотря на то, что имеются трехфазные ИБП, построенные по схеме, похожей на ИБП, взаимодействующий с сетью.
Схема трехфазного ИБП с двойным преобразованием энергии приведена на рисунке 18.
Рис.18. Трехфазный ИБП с двойным преобразованием энергииКак видно, этот ИБП не имеет почти никаких отличий на уровне блок-схемы, за исключением наличия трех фаз. Для того, чтобы увидеть отличия от однофазного ИБП с двойным преобразованием, нам придется (почти впервые в этой книге) несколько подробнее рассмотреть элементы ИБП. Мы будем проводить это рассмотрение, ориентируясь на традиционную технологию. В некоторых случаях будут отмечаться схемные особенности, позволяющие улучшить характеристики.
Выпрямитель
Слева на рис 18. – входная электрическая сеть. Она включает пять проводов: три фазных, нейтраль и землю. Между сетью и ИБП – предохранители (плавкие или автоматические). Они позволяют защитить сеть от аварии ИБП. Выпрямитель в этой схеме – регулируемый тиристорный. Управляющая им схема изменяет время (долю периода синусоиды), в течение которого тиристоры открыты, т.е. выпрямляют сетевое напряжение. Чем большая мощность нужна для работы ИБП, тем дольше открыты тиристоры. Если батарея ИБП заряжена, на выходе выпрямителя поддерживается стабилизированное напряжение постоянного тока, независимо от нвеличины напряжения в сети и мощности нагрузки. Если батарея требует зарядки, то выпрямитель регулирует напряжение так, чтобы в батарею тек ток заданной величины.
Такой выпрямитель называется шести-импульсным, потому, что за полный цикл трехфазной электрической сети он выпрямляет 6 полупериодов сингусоиды (по два в каждой из фаз). Поэтому в цепи постоянного тока возникает 6 импульсов тока (и напряжения) за каждый цикл трехфазной сети. Кроме того, во входной электрической сети также возникают 6 импульсов тока, которые могут вызвать гармонические искажения сетевого напряжения. Конденсатор в цепи постоянного тока служит для уменьшения пульсаций напряжения на аккумуляторах. Это нужно для полной зарядки батареи без протекания через аккумуляторы вредных импульсных токов. Иногда к конденсатору добавляется еще и дроссель, образующий совместно с конденсатором L-C фильтр.
Коммутационный дроссель ДР уменьшает импульсные токи, возникающие при открытии тиристоров и служит для уменьшения искажений, вносимых выпрямителем в электрическую сеть. Для еще большего снижения искажений, вносимых в сеть, особенно для ИБП большой мощности (более 80-150 кВА) часто применяют 12-импульсные выпрямители. Т.е. за каждый цикл трехфазной сети на входе и выходе выпрямителя возникают 12 импульсов тока. За счет удвоения числа импульсов тока, удается примерно вдвое уменьшить их амплитуду. Это полезно и для аккумуляторов и для электрической сети.
Двенадцати-импульсный выпрямитель фактически состоит из двух 6-импульсных выпрямителей. На вход второго выпрямителя (он изображен ниже на рис. 18) подается трехфазное напряжение, прошедшее через трансформатор, сдвигающий фазу на 30 градусов.
В настоящее время применяются также и другие схемы выпрямителей трехфазных ИБП. Например схема с пассивным (диодным) выпрямителем и преобразователем напряжения постоянного тока, применение которого позволяет приблизить потребляемый ток к синусоидальному.
Наиболее современным считается транзисторный выпрямитель, регулируемый высокочастотной схемой широтно-импульсной модуляции (ШИМ). Применение такого выпрямителя позволяет сделать ток потребления ИБП синусоидальным и совершенно отказаться от 12-импульсных выпрямителей с трансформатором.
Батарея
Для формирования батареи трехфазных ИБП (как и в однофазных ИБП) применяются герметичные свинцовые аккумуляторы. Обычно это самые распространенные модели аккумуляторов с расчетным сроком службы 5 лет. Иногда используются и более дорогие аккумуляторы с большими сроками службы. В некоторых трехфазных ИБП пользователю предлагается фиксированный набор батарей или батарейных шкафов, рассчитанных на различное время работы на автономном режиме. Покупая ИБП других фирм, пользователь может более или менее свободно выбирать батарею своего ИБП (включая ее емкость, тип и количество элементов). В некоторых случаях батарея устанавливается в корпус ИБП, но в большинстве случаев, особенно при большой мощности ИБП, она устанавливается в отдельном корпусе, а иногда и в отдельном помещении.
Инвертор
Как и в ИБП малой мощности, в трехфазных ИБП применяются транзисторные инверторы, управляемые схемой широтно-импульсной модуляции (ШИМ). Некоторые ИБП с трехфазным выходом имеют два инвертора. Их выходы подключены к трансформаторам, сдвигающим фазу выходных напряжений. Даже в случае применения относительно низкочастоной ШИМ, такая схема совместно с применением фильтра переменного тока, построенного на трансформаторе и конденсаторах, позволяет обеспечить очень малый коэффициент гармонических искажений на выходе ИБП (до 3% на линейной нагрузке). Применение двух инверторов увеличивает надежность ИБП, поскольку даже при выходе из строя силовых транзисторов одного из инверторов, другой инвертор обеспечит работу нагрузки, пусть даже при большем коэффициенте гармонических искажений.
В последнее время, по мере развития технологии силовых полупроводников, начали применяться более высокочастотные транзисторы. Частота ШИМ может составлять 4 и более кГц. Это позволяет уменьшить гармонические искажения выходного напряжения и отказаться от применения второго инвертора. В хороших ИБП существуют несколько уровней защиты инвертора от перегрузки. При небольших перегрузках инвертор может уменьшать выходное напряжение (пытаясь снизить ток, проходящий через силовые полупроводники). Если перегрузка очень велика (например нагрузка составляет более 125% номинальной), ИБП начинает отсчет времени работы в условиях перегрузки и через некоторое время (зависящее от степени перегрузки – от долей секунды до минут) переключается на работу через статический байпас. В случае большой перегрузки или короткого замыкания, переключение на статический байпас происходит сразу.
Некоторые современные высококлассные ИБП (с высокочакстотной ШИМ) имеют две цепи регулирования выходного напряжения. Первая из них осуществляет регулирование среднеквадратичного (действующего) значения напряжения, независимо для каждой из фаз. Вторая цепь измеряет мгновенные значения выходного напряжения и сравнивает их с хранящейся в памяти блока управления ИБП идеальной синусоидой. Если мгновенное значение напряжения отклонилось от соотвествующего "идеального" значения, то вырабатывается корректирующий импульс и форма синусоиды выходного напряжения исправляется. Наличие второй цепи обратной связи позволяет обеспечить малые искажения формы выходного напряжения даже при нелинейных нагрузках.
Статический байпас
Блок статического байпаса состоит из двух трехфазных (при трехфазном выходе) тиристорных переключателей: статического выключателя инвертора (на схеме – СВИ) и статического выключателя байпаса (СВБ). При нормальной работе ИБП (от сети или от батареи) статический выключатель инвертора замкнут, а статический выключатель байпаса разомкнут. Во время значительных перегрузок или выхода из строя инвертора замкнут статический переключатель байпаса, переключатель инвертора разомкнут. В момент переключения оба статических переключателя на очень короткое время замкнуты. Это позволяет обеспечить безразрывное питание нагрузки.
Каждая модель ИБП имеет свою логику управления и, соответственно, свой набор условий срабатывания статических переключателей. При покупке ИБП бывает полезно узнать эту логику и понять, насколько она соответствует вашей технологии работы. В частности хорошие ИБП сконструированы так, чтобы даже если байпас недоступен (т.е. отсутствует синхронизация инвертора и байпаса – см. главу 6) в любом случае постараться обеспечить электроснабжение нагрузки, пусть даже за счет уменьшения напряжения на выходе инвертора.
Статический байпас ИБП с трехфазным входом и однофазным выходом имеет особенность. Нагрузка, распределенная на входе ИБП по трем фазным проводам, на выходе имеет только два провода: один фазный и нейтральный. Статический байпас тоже конечно однофазный, и синхронизация напряжения инвертора производится относительно одной из фаз трехфазной сети (любой, по выбору пользователя). Вся цепь, подводящая напряжение к входу статического байпаса должна выдерживать втрое больший ток, чем входной кабель выпрямителя ИБП. В ряде случаев это может вызвать трудности с проводкой.
Сервисный байпас
Трехфазные ИБП имеют большую мощность и обычно устанавливаются в местах действительно критичных к электропитанию. Поэтому в случае выхода из строя какого-либо элемента ИБП или необходимости проведения регламентных работ (например замены батареи), в большинстве случае нельзя просто выключить ИБП или поставить на его место другой. Нужно в любой ситуации обеспечить электропитание нагрузки. Для этих ситуаций у всех трехфазных ИБП имеется сервисный байпас. Он представляет собой ручной переключатель (иногда как-то заблокированный, чтобы его нельзя было включить по ошибке), позволяющий переключить нагрузку на питание непосредственно от сети. У большинства ИБП для переключения на сервисный байпас существует специальная процедура (определенная последовательность действий), которая позволяет обеспечит непрерывность питания при переключениях.
Режимы работы трехфазного ИБП с двойным преобразованием
Трехфазный ИБП может работать на четырех режимах работы.
- При нормальной работе нагрузка питается по цепи выпрямитель-инвертор стабилизированным напряжением, отфильтрованным от импульсов и шумов за счет двойного преобразования энергии.
- Работа от батареи. На это режим ИБП переходит в случае, если напряжение на выходе ИБП становится таким маленьким, что выпрямитель оказывается не в состоянии питать инвертор требуемым током, или выпрямитель не может питать инвертор по другой причине, например из-за поломки. Продолжительность работы ИБП от батареи зависит от емкости и заряда батареи, а также от нагрузки ИБП.
- Когда какой-нибудь инвертор выходит из строя или испытывает перегрузку, ИБП безразрывно переходит на режим работы через статический байпас. Нагрузка питается просто от сети через вход статического байпаса, который может совпадать или не совпадать со входом выпрямителя ИБП.
- Если требуется обслуживание ИБП, например для замены батареи, то ИБП переключают на сервисный байпас. Нагрузка питается от сети, а все цепи ИБП, кроме входного выключателя сервисного байпаса и выходных выключателей отделены от сети и от нагрузки. Режим работы на сервисном байпасе не является обязательным для небольших однофазных ИБП с двойным преобразованием. Трехфазный ИБП без сервисного байпаса немыслим.
Надежность
Трехфазные ИБП обычно предназначаются для непрерывной круглосуточной работы. Работа нагрузки должна обеспечиваться практически при любых сбоях питания. Поэтому к надежности трехфазных ИБП предъявляются очень высокие требования. Вот некоторые приемы, с помощью которых производители трехфазных ИБП могут увеличивать надежность своей продукции. Применение разделительных трансформаторов на входе и/или выходе ИБП увеличивает устойчивость ИБП к скачкам напряжения и нагрузки. Входной дроссель не только обеспечивает "мягкий запуск", но и защищает ИБП (и, в конечном счете, нагрузку) от очень быстрых изменений (скачков) напряжения.
Обычно фирма выпускает целый ряд ИБП разной мощности. В двух или трех "соседних по мощности" ИБП этого ряда часто используются одни и те же полупроводники. Если это так, то менее мощный из этих двух или трех ИБП имеет запас по предельному току, и поэтому несколько более надежен. Некоторые трехфазные ИБП имеют повышенную надежность за счет резервирования каких-либо своих цепей. Так, например, могут резервироваться: схема управления (микропроцессор + платы "жесткой логики"), цепи управления силовыми полупроводниками и сами силовые полупроводники. Батарея, как часть ИБП тоже вносит свой вклад в надежность прибора. Если у ИБП имеется возможность гибкого выбора батареи, то можно выбрать более надежный вариант (батарея более известного производителя, с меньшим числом соединений).
Преобразователи частоты
Частота напряжения переменного тока в электрических сетях разных стран не обязательно одинакова. В большинстве стран (в том числе и в России) распространена частота 50 Гц. В некоторых странах (например в США) частота переменного напряжения равна 60 Гц. Если вы купили оборудование, рассчитанное на работу в американской электрической сети (110 В, 60 Гц), то вы должны каким-то образом приспособить к нему нашу электрическую сеть. Преобразование напряжения не является проблемой, для этого есть трансформаторы. Если оборудование оснащено импульсным блоком питания, то оно не чувствительно к частоте и его можно использовать в сети с частотой 50 Гц. Если же в состав оборудования входят синхронные электродвигатели или иное чувствительное к частоте оборудование, вам нужен преобразователь частоты. ИБП с двойным преобразованием энергии представляет собой почти готовый преобразователь частоты.
В самом деле, ведь выпрямитель этого ИБП может в принципе работать на одной частоте, а инвертор выдавать на своем выходе другую. Есть только одно принципиальное ограничение: невозможность синхронизации инвертора с линией статического байпаса из-за разных частот на входе и выходе. Это делает преобразователь частоты несколько менее надежным, чем сам по себе ИБП с двойным преобразованием. Другая особенность: преобразователь частоты должен иметь мощность, соответствующую максимальному возможному току нагрузки, включая все стартовые и аварийные забросы, ведь у преобразователя частоты нет статического байпаса, на который система могла бы переключиться при перегрузке.
Для изготовления преобразователя частоты из трехфазного ИБП нужно разорвать цепь синхронизации, убрать статический байпас (или, вернее, не заказывать его при поставке) и настроить инвертор ИБП на работу на частоте 60 Гц. Для большинства трехфазных ИБП это не представляет проблемы, и преобразователь частоты может быть заказан просто при поставке.
ИБП с горячим резервированием
В некоторых случаях надежности даже самых лучших ИБП недостаточно. Так бывает, когда сбои питания просто недопустимы из-за необратимых последствий или очень больших потерь. Обычно в таких случаях в технике применяют дублирование или многократное резервирование блоков, от которых зависит надежность системы. Есть такая возможность и для трехфазных источников бесперебойного питания. Даже если в конструкцию ИБП стандартно не заложено резервирование узлов, большинство трехфазных ИБП допускают резервирование на более высоком уровне. Резервируется целиком ИБП. Простейшим случаем резервирования ИБП является использование двух обычных серийных ИБП в схеме, в которой один ИБП подключен к входу байпаса другого ИБП.
Рис. 19а. Последовательное соединение двух трехфазных ИБП
На рисунке 19а приведена схема двух последовательно соединенным трехфазных ИБП. Для упрощения на рисунке приведена, так называемая, однолинейная схема, на которой трем проводам трехфазной системы переменного тока соответствует одна линия. Однолинейные схемы часто применяются в случаях, когда особенности трехфазной сети не накладывают отпечаток на свойства рассматриваемого прибора. Оба ИБП постоянно работают. Основной ИБП питает нагрузку, а вспомогательный ИБП работает на холостом ходу. В случае выхода из строя основного ИБП, нагрузка питается не от статического байпаса, как в обычном ИБП, а от вспомогательного ИБП. Только при выходе из строя второго ИБП, нагрузка переключается на работу от статического байпаса.
Система из двух последовательно соединенных ИБП может работать на шести основных режимах.
А. Нормальная работа. Выпрямители 1 и 2 питают инверторы 1 и 2 и, при необходимости заряжают батареи 1 и 2. Инвертор 1 подключен к нагрузке (статический выключатель инвертора 1 замкнут) и питает ее стабилизированным и защищенным от сбоев напряжением. Инвертор 2 работает на холостом ходу и готов "подхватить" нагрузку, если инвертор 1 выйдет из строя. Оба статических выключателя байпаса разомкнуты.
Для обычного ИБП с двойным преобразованием на режиме работы от сети допустим (при сохранении гарантированного питания) только один сбой в системе. Этим сбоем может быть либо выход из строя элемента ИБП (например инвертора) или сбой электрической сети.
Для двух последовательно соединенных ИБП с на этом режиме работы допустимы два сбоя в системе: выход из строя какого-либо элемента основного ИБП и сбой электрической сети. Даже при последовательном или одновременном возникновении двух сбоев питание нагрузки будет продолжаться от источника гарантированного питания.
Б. Работа от батареи 1. Выпрямитель 1 не может питать инвертор и батарею. Чаще всего это происходит из-за отключения напряжения в электрической сети, но причиной может быть и выход из строя выпрямителя. Состояние инвертора 2 в этом случае зависит от работы выпрямителя 2. Если выпрямитель 2 работает (например он подключен к другой электрической сети или он исправен, в отличие от выпрямителя 1), то инвертор 2 также может работать, но работать на холостом ходу, т.к. он "не знает", что с первым ИБП системы что-то случилось. После исчерпания заряда батареи 1, инвертор 1 отключится и система постарается найти другой источник электроснабжения нагрузки. Им, вероятно, окажется инвертор2. Тогда система перейдет к другому режиму работы.
Если в основном ИБП возникает еще одна неисправность, или батарея 1 полностью разряжается, то система переключается на работу от вспомогательного ИБП.
Таким образом даже при двух сбоях: неисправности основного ИБП и сбое сети нагрузка продолжает питаться от источника гарантированного питания.
В. Работа от инвертора 2. В этом случае инвертор 1 не работает (из-за выхода из строя или полного разряда батареи1). СВИ1 разомкнут, СВБ1 замкнут, СВИ2 замкнут и инвертор 2 питает нагрузку. Выпрямитель 2, если в сети есть напряжение, а сам выпрямитель исправен, питает инвертор и батарею.
На этом режиме работы допустим один сбой в системе: сбой электрической сети. При возникновении второго сбоя в системе (выходе из строя какого-либо элемента вспомогательного ИБП) электропитание нагрузки не прерывается, но нагрузка питается уже не от источника гарантированного питания, а через статический байпас, т.е. попросту от сети.
Г. Работа от батареи 2. Наиболее часто такая ситуация может возникнуть после отключения напряжения в сети и полного разряда батареи 1. Можно придумать и более экзотическую последовательность событий. Но в любом случае, инвертор 2 питает нагругку, питаясь, в свою очередь, от батареи. Инвертор 1 в этом случае отключен. Выпрямитель 1, скорее всего, тоже не работает (хотя он может работать, если он исправен и в сети есть напряжение).
После разряда батареи 2 система переключится на работу от статического байпаса (если в сети есть нормальное напряжение) или обесточит нагрузку.
Д. Работа через статический байпас. В случае выхода из строя обоих инверторов, статические переключатели СВИ1 и СВИ2 размыкаются, а статические переключатели СВБ1 и СВБ2 замыкаются. Нагрузка начинает питаться от электрической сети.
Переход системы к работе через статический байпас происходит при перегрузке системы, полном разряде всех батарей или в случае выхода из строя двух инверторов.
На этом режиме работы выпрямители, если они исправны, подзаряжают батареи. Инверторы не работают. Нагрузка питается через статический байпас.
Переключение системы на работу через статический байпас происходит без прерывания питания нагрузки: при необходимости переключения сначала замыкается тиристорный переключатель статического байпаса, и только затем размыкается тиристорный переключатель на выходе того инвертора, от которого нагрузка питалась перед переключением.
Е. Ручной (сервисный) байпас. Если ИБП вышел из строя, а ответственную нагрузку нельзя обесточить, то оба ИБП системы с соблюдением специальной процедуры (которая обеспечивает безразрыное переключение) переключают на ручной байпас. после этого можно производить ремонт ИБП.
Преимуществом рассмотренной системы с последовательным соединением двух ИБП является простота. Не нужны никакие дополнительные элементы, каждый из ИБП работает в своем штатном режиме. С точки зрения надежности, эта схема совсем не плоха:- в ней нет никакой лишней, (связанной с резервированием) электроники, соответственно и меньше узлов, которые могут выйти из строя.
Однако у такого соединения ИБП есть и недостатки. Вот некоторые из них.
- Покупая такую систему, вы покупаете второй байпас (на нашей схеме – он первый – СВБ1), который, вообще говоря, не нужен – ведь все необходимые переключения могут быть произведены и без него.
- Весь второй ИБП выполняет только одну функцию – резервирование. Он потребляет электроэнергию, работая на холостом ходу и вообще не делает ничего полезного (разумеется за исключением того времени, когда первый ИБП отказывается питать нагрузку). Некоторые производители предлагают "готовые" системы ИБП с горячим резервированием. Это значит, что вы покупаете систему, специально (еще на заводе) испытанную в режиме с горячим резервированием. Схема такой системы приведена на рис. 19б.
Рис.19б. Трехфазный ИБП с горячим резервированием
Принципиальных отличий от схемы с последовательным соединением ИБП немного.
- У второго ИБП отсутствует байпас.
- Для синхронизации между инвертором 2 и байпасом появляется специальный информационный кабель между ИБП (на рисунке не показан). Поэтому такой ИБП с горячим резервированием может работать на тех же шести режимах работы, что и система с последовательным подключением двух ИБП. Преимущество "готового" ИБП с резервированием, пожалуй только одно – он испытан на заводе-производителе в той же комплектации, в которой будет эксплуатироваться.
Для расмотренных схем с резервированием иногда применяют одно важное упрощение системы. Ведь можно отказаться от резервирования аккумуляторной батареи, сохранив резервирование всей силовой электроники. В этом случае оба ИБП будут работать от одной батареи (оба выпрямителя будут ее заряжать, а оба инвертора питаться от нее в случае сбоя электрической сети). Применение схемы с общей бетареей позволяет сэкономить значительную сумму – стоимость батареи.
Недостатков у схемы с общей батареей много:
- Не все ИБП могут работать с общей батареей.
- Батарея, как и другие элементы ИБП обладает конечной надежностью. Выход из строя одного аккумулятора или потеря контакта в одном соединении могут сделать всю системы ИБП с горячим резервирование бесполезной.
- В случае выхода из строя одного выпрямителя, общая батарея может быть выведена из строя. Этот последний недостаток, на мой взгляд, является решающим для общей рекомендации – не применять схемы с общей батареей.
Параллельная работа нескольких ИБПКак вы могли заметить, в случае горячего резервирования, ИБП резервируется не целиком. Байпас остается общим для обоих ИБП. Существует другая возможность резервирования на уровне ИБП – параллельная работа нескольких ИБП. Входы и выходы нескольких ИБП подключаются к общим входным и выходным шинам. Каждый ИБП сохраняет все свои элементы (иногда кроме сервисного байпаса). Поэтому выход из строя статического байпаса для такой системы просто мелкая неприятность.
На рисунке 20 приведена схема параллельной работы нескольких ИБП.
Рис.20. Параллельная работа ИБП
На рисунке приведена схема параллельной системы с раздельными сервисными байпасами. Схема система с общим байпасом вполне ясна и без чертежа. Ее особенностью является то, что для переключения системы в целом на сервисный байпас нужно управлять одним переключателем вместо нескольких. На рисунке предполагается, что между ИБП 1 и ИБП N Могут располагаться другие ИБП. Разные производителю (и для разных моделей) устанавливают свои максимальные количества параллеьно работающих ИБП. Насколько мне известно, эта величина изменяется от 2 до 8. Все ИБП параллельной системы работают на общую нагрузку. Суммарная мощность параллельной системы равна произведению мощности одного ИБП на количество ИБП в системе. Таким образом параллельная работа нескольких ИБП может применяться (и в основном применяется) не столько для увеличения надежности системы бесперебойного питания, но для увеличения ее мощности.
Рассмотрим режимы работы параллельной системы
Нормальная работа (работа от сети). Надежность
Когда в сети есть напряжение, достаточное для нормальной работы, выпрямители всех ИБП преобразуют переменное напряжение сети в постоянное, заряжая батареи и питая инверторы.
Инверторы, в свою очередь, преобразуют постоянное напряжение в переменное и питают нагрузку. Специальная управляющая электроника параллельной системы следит за равномерным распределением нагрузки между ИБП. В некоторых ИБП распределение нагрузки между ИБП производится без использования специальной параллельной электроники. Такие приборы выпускаются "готовыми к параллельной работе", и для использования их в параллельной системе достаточно установить плату синхронизации. Есть и ИБП, работающие параллельго без специальной электроники. В таком случае количество параллельно работающих ИБП – не более двух. В рассматриваемом режиме работы в системе допустимо несколько сбоев. Их количество зависит от числа ИБП в системе и действующей нагрузки.
Пусть в системе 3 ИБП мощностью по 100 кВА, а нагрузка равна 90 кВА. При таком соотношении числа ИБП и их мощностей в системе допустимы следующие сбои.
Сбой питания (исчезновение напряжения в сети)
Выход из строя любого из инверторов, скажем для определенности, инвертора 1. Нагрузка распределяется между двумя другими ИБП. Если в сети есть напряжение, все выпрямители системы работают.
Выход из строя инвертора 2. Нагрузка питается от инвертора 3, поскольку мощность, потребляемая нагрузкой меньше мощности одного ИБП. Если в сети есть напряжение, все выпрямители системы продолжают работать.
Выход из строя инвертора 3. Система переключается на работу через статический байпас. Нагрузка питается напрямую от сети. При наличии в сети нормального напряжения, все выпрямители работают и продолжают заряжать батареи. При любом последующем сбое (поломке статического байпаса или сбое сети) питание нагрузки прекращается. Для того, чтобы параллельная система допускала большое число сбоев, система должна быть сильно недогружена и должна включать большое число ИБП. Например, если нагрузка в приведенном выше примере будет составлять 250 кВА, то система допускает только один сбой: сбой сети или поломку инвертора. В отношении количества допустимых сбоев такая система эквивалентна одиночному ИБП. Это, кстати, не значит, что надежность такой параллельной системы будет такая же, как у одиночного ИБП. Она будет ниже, поскольку параллельная система намного сложнее одиночного ИБП и (при почти предельной нагрузке) не имеет дополнительного резервирования, компенсирующего эту сложность.
Вопрос надежности параллельной системы ИБП не может быть решен однозначно. Надежность зависит от большого числа параметров: количества ИБП в системе (причем увеличение количества ИБП до бесконечности снижает надежность – система становится слишком сложной и сложно управляемой – впрочем максимальное количество параллельно работающих модулей для известных мне ИБП не превышает 8), нагрузки системы (т.е. соотношения номинальной суммарной мощности системы и действующей нагрузки), примененной схемы параллельной работы (т.е. есть ли в системе специальная электроника для обеспечения распределения нагрузки по ИБП), технологии работы предприятия. Таким образом, если единственной целью является увеличение надежности системы, то следует серьезно рассмотреть возможность использование ИБП с горячим резервированием – его надежность не зависит от обстоятельств и в силу относительной простоты схемы практически всегда выше надежности параллельной системы.
Недогруженная система из нескольких параллельно работающих ИБП, которая способна реализвать описанную выше логику управления, часто также называется параллельной системой с резервированием.
Если нагрузка параллельной системы такова, что с ней может справиться меньшее, чем есть в системе количество ИБП, то инверторы "лишних" ИБП могут быть отключены. В некоторых ИБП такая логика управления подразумевается по умолчанию, а другие модели вообще лишены возможности работы в таком режиме. Инверторы, оставшиеся включенными, питают нагрузку. Коэффициент полезного действия системы при этом несколько возрастает. Обычно в этом режиме работы предусматривается некоторая избыточность, т.е. количестов работающих инверторов больше, чем необходимо для питания нагрузки. Тем самым обеспечивается резервирование. Все выпрямители системы продолжают работать, включая выпрямители тех ИБП, инверторы которых отключены.
В случае исчезновения напряжения в электрической сети, параллельная система переходит на работу от батареи. Все выпрямители системы не работают, инверторы питают нагрузку, получая энергию от батареи. В этом режиме работы (естественно) отсутствует напряжение в электрической сети, которое при нормальной работе было для ИБП не только источником энергии, но и источником сигнала синхронизации выходного напряжения. Поэтому функцию синхронизации берет на себя специальная параллельная электроника или выходная цепь ИБП, специально ориентированная на поддержание выходной частоты и фазы в соответствии с частотой и фазой выходного напряжения параллельно работающего ИБП.
Это режим, при котором вышли из строя один или несколько выпрямителей. ИБП, выпрямители которых вышли из строя, продолжают питать нагрузку, расходуя заряд своей батареи. Они выдает сигнал "неисправность выпрямителя". Остальные ИБП продолжают работать нормально. После того, как заряд разряжающихся батарей будет полностью исчерпан, все зависит от соотношения мощности нагрузки и суммарной мощности ИБП с исправными выпрямителями. Если нагрузка не превышает перегрузочной способности этих ИБП, то питание нагрузки продолжится (если у системы остался значительный запас мощности, то в этом режиме работы допустимо еще несколько сбоев системы). В случае, если нагрузка ИБП превышает перегрузочную способность оставшихся ИБП, то система переходит к режиму работы через статический байпас.
Если оставшиеся в работоспособном состоянии инверторы могут питать нагрузку, то нагрузка продолжает работать, питаясь от них. Если мощности работоспособных инверторов недостаточно, система переходит в режим работы от статического байпаса. Выпрямители всех ИБП могут заряжать батареи, или ИБП с неисправными инверторами могут быть полностью отключены для выполнения ремонта.
Работа от статического байпаса
Если суммарной мощности всех исправных инверторов параллельной системы не достаточно для поддержания работы нагрузки, система переходит к работе через статический байпас. Статические переключатели всех инверторов разомкнуты (исправные инверторы могут продолжать работать). Если нагрузка уменьшается, например в результате отключения части оборудования, параллельная система автоматически переключается на нормальный режим работы.
В случае одиночного ИБП с двойным преобразованием работа через статический байпас является практически последней возможностью поддержания работы нагрузки. В самом деле, ведь достаточно выхода из строя статического переключателя, и нагрузка будет обесточена. При работе параллельной системы через статический байпас допустимо некоторое количество сбоев системы. Статический байпас способен выдерживать намного больший ток, чем инвертор. Поэтому даже в случае выхода из строя одного или нескольких статических переключателей, нагрузка возможно не будет обесточена, если суммарный допустимый ток оставшихся работоспособными статических переключателей окажется достаточен для работы. Конкретное количество допустимых сбоев системы в этом режиме работы зависит от числа ИБП в системе, допустимого тока статического переключателя и величины нагрузки.
Если нужно провести с параллельной системой ремонтные или регламентные работы, то система может быть отключена от нагрузки с помощью ручного переключателя сервисного байпаса. Нагрузка питается от сети, все элементы параллельной системы ИБП, кроме батарей, обесточены. Как и в случае системы с горячим резервированием, возможен вариант одного общего внешнего сервисного байпаса или нескольких сервисных байпасов, встроенных в отдельные ИБП. В последнем случае при использовании сервисного байпаса нужно иметь в виду соотношение номинального тока сервисного байпаса и действующей мощности нагрузки. Другими словами, нужно включить столько сервисных байпасов, чтобы нагрузка не превышала их суммарный номинальных ток.
[ http://www.ask-r.ru/info/library/ups_without_secret_7.htm]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > three-phase UPS
-
19 SPD
устройство защиты от импульсных перенапряжений
УЗИП
Устройство, которое предназначено для ограничения переходных перенапряжений и отвода импульсных токов. Это устройство содержит по крайней мере один нелинейный элемент.
[ ГОСТ Р 51992-2011( МЭК 61643-1: 2005)]
устройство защиты от импульсных разрядов напряжения
Устройство, используемое для ослабления действия импульсных разрядов перенапряжений и сверхтоков ограниченной длительности. Оно может состоять из одного элемента или иметь более сложную конструкцию. Наиболее распространенный тип SPD - газонаполненные разрядники.
(МСЭ-Т K.44, МСЭ-Т K.46, МСЭ-Т K.57,, МСЭ-Т K.65, МСЭ-Т K.66)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]См. также:
- импульсное перенапряжение
-
ГОСТ Р 51992-2011( МЭК 61643-1: 2005)
Устройства защиты от импульсных перенапряжений низковольтные.
Часть 1. Устройства защиты от импульсных перенапряжений в низковольтных силовых распределительных системах.
Технические требования и методы испытаний
КЛАССИФИКАЦИЯ (по ГОСТ Р 51992-2011( МЭК 61643-1: 2005))
-
По числу вводов:
-
По способу выполнения защиты от перенапряжения:
-
По испытаниям УЗИП
-
По местоположению:
- внутренней установки
-
наружной установки.
Примечание - Для УЗИП, изготовленных и классифицируемых исключительно для наружной установки и монтируемых недоступными, вообще не требуется соответствия требованиям относительно защиты от воздействующих факторов внешней среды
-
По доступности:
- доступное
-
недоступное
Примечание - Недоступное означает невозможность доступа без помощи специального инструмента к частям, находящимся под напряжением
-
По способу установки
-
По местоположению разъединителя УЗИП:
- внутренней установки
- наружной установки
- комбинированной (одна часть внутренней установки, другая - наружной установки)
-
По защитным функциям:
- с тепловой защитой
- с защитой от токов утечки
- с защитой от сверхтока.
-
По защите от сверхтока:
- По степени защиты, обеспечиваемой оболочками согласно кодам IP
-
По диапазону температур
-
По системе питания
- переменного тока частотой от 48 до 62 Гц
- постоянного тока
- переменного и постоянного тока;
ВОПРОС: ЧТО ТАКОЕ ТИПЫ И КЛАССЫ УЗИП ?
Согласно классификации ГОСТ, МЭК а также немецкого стандарта DIN, Устройства Защиты от Импульсных Перенапряжений УЗИП делятся на разные категории по методу испытаний и месту установки.
Класс 1 испытаний соответствует Типу 1 и Классу Требований B
Класс 2 испытаний соответствует Типу 2 и Классу Требований C
Класс 3 испытаний соответствует Типу 3 и Классу Требований D
ВОПРОС: ЧЕМ УЗИП ТИП 1 ОТЛИЧАЕТСЯ ОТ УЗИП ТИП 2?
УЗИП тип 1 устанавливаются на вводе в здание при воздушном вводе питания или при наличии системы внешней молниезащиты. УЗИП в схеме включения предназначен для отвода части прямого тока молнии. В соответствии с ГОСТ Р 51992-2002, УЗИП 1-го класса испытаний ( тип 1) испытываются импульсом тока с формой волны 10/350 мкс.
УЗИП тип 2 служат для защиты от наведённых импульсов тока и устанавливаются либо после УЗИП тип 1, либо на вводе в здание при отсутствии вероятности попадания части тока молнии. УЗИП 2 класса испытаний (тип 2) испытываются импульсом тока с формой 8/20 мкс.
ВОПРОС: ГДЕ ПРИМЕНЯЕТСЯ УЗИП ТИПА 3 ?
Устройства для Защиты от Импульсных Перенапряжений Типа 3 предназначены для "тонкой" защиты наиболее ответственного и чувствительного электрооборудования, например медицинской аппаратуры, систем хранения данных и пр. УЗИП Типа 3 необходимо устанавливать не далее 5 метров по кабелю от защищаемого оборудования. Модификации УЗИП Типа 3 могут быть выполнены в виде адаптера сетевой розетки или смонтированы непосредственно в корпусе или на шасси защищаемого прибора. Для бытового применения доступна версия MSB06 скрытого монтажа, за обычной сетевой розеткой.ВОПРОС: ЗАЧЕМ НУЖЕН СОГЛАСУЮЩИЙ ДРОССЕЛЬ?
Для правильного распределения мощности импульса между ступенями защиты ставят линию задержки в виде дросселя индуктивностью 15 мкГн или отрезок кабеля длиной не менее 15 м, имеющего аналогичную индуктивность. В этом случае сначала сработает УЗИП 1-го класса и возьмёт на себя основную энергию импульса, а затем устройство 2-го класса ограничит напряжение до безопасного уровня.ВОПРОС: ЗАЧЕМ СТАВИТЬ УЗИП, ЕСЛИ НА ВВОДЕ УЖЕ СТОИТ АВТОМАТ ЗАЩИТЫ И УЗО?
Вводной автомат (например на 25, 40, 63 А) защищает систему электроснабжения от перегрузки и коротких замыканий со стороны потребителя. Устройство защитного отключения УЗО (например, с током отсечки 30 или 100 мА) защищает человека от случайного поражения электрическим током.
Но ни одно из этих устройств не может защитить электрическую сеть и оборудование от микросекундных импульсов большой мощности. Такую защиту обеспечивает только Устройство Защиты от Импульсных Перенапряжений УЗИП со временем срабатывания в наносекундном диапазоне.ВОПРОС: КАКОЕ УСТРОЙСТВО ЛУЧШЕ ЗАЩИТИТ ОТ ГРОЗЫ: УЗИП ИЛИ ОПН ?
УЗИП - это официальное (ГОСТ) наименование всего класса устройств для защиты от последствий токов молний и импульсных перенапряжений в сетях до 1000 В. В литературе, в публикациях в интернете до сих пор встречаются названия - ОПН (Ограничитель перенапряжения), Разрядник, Молниеразрядник, Грозоразрядник - которые применительно к сетям до 1000 Вольт означают по сути одно устройство - это УЗИП. Для организации эффективной молниезащиты необходимо обращать внимание не на название устройства, а на его характеристики.ВОПРОС: КАК СРАВНИТЬ УЗИП РАЗНЫХ ПРОИЗВОДИТЕЛЕЙ?
Все УЗИП, продаваемые на территории России, должны производиться и испытываться в соответствии с ГОСТ Р 51992-2002( аналог международного стандарта МЭК 61643-1-98). ГОСТ Р 51992-2002 предусматривает наличие у каждого устройства ряда характеристик, которые производитель обязан указать в паспорте и на самом изделии.
Класс испытаний (Тип) 1, 2 или 3
Импульсный ток Iimp (10/350 мкс) для УЗИП 1 класса
Номинальный импульсный ток In (8/20 мкс)
Максимальный импульсный ток Imax (8/20 мкс)
Уровень напряжения защиты Up, измеренный при In
По этим характеристикам и происходит сравнение. Замечание: некоторые производители указывают значения импульсных токов на фазу (модуль), а другие - на устройство в целом. Для сравнения их надо приводить к одному виду.[ http://www.artterm-m.ru/index.php/zashitaseteji1/faquzip]
ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ УСТРОЙСТВ ЗАЩИТЫ ОТИМПУЛЬСНЫХ ПЕРЕНАПРЯЖЕНИЙ В НИЗКОВОЛЬТНЫХ СИЛОВЫХ РАСПРЕДЕЛИТЕЛЬНЫХ СЕТЯХЗОРИЧЕВ А.Л.,
заместитель директора
ЗАО «Хакель Рос»
В предыдущих номерах журнала были изложены теоретические основы применения устройств защиты от импульсных перенапряжений (УЗИП) в низковольтных электрических сетях. При этом отмечалась необходимость отдельного более детального рассмотрения некоторых особенностей эксплуатации УЗИП, а также типовых аварийных ситуаций, которые могут возникнуть при этом.
1. Диагностика устройств защиты от перенапряженияКонструкция и параметры устройств защиты от импульсных перенапряжения постоянно совершенствуются, повышается их надежность, снижаются требования по техническому обслуживанию и контролю. Но, не смотря на это, нельзя оставлять без внимания вероятность их повреждения, особенно при интенсивных грозах, когда может произойти несколько ударов молнии непосредственно в защищаемый объект или вблизи от него во время одной грозы. Устройства защиты, применяемые в низковольтных электрических сетях и в сетях передачи информации подвержены так называемому старению (деградации), т.е. постепенной потере своих способностей ограничивать импульсные перенапряжения. Интенсивнее всего процесс старения протекает при повторяющихся грозовых ударах в течении короткого промежутка времени в несколько секунд или минут, когда амплитуды импульсных токов достигают предельных максимальных параметров I max (8/20 мкс) или I imp (10/350 мкс) для конкретных типов защитных устройств.Повреждение УЗИП происходит следующим образом. Разрядные токи, протекающие при срабатывании защитных устройств, нагревают корпуса их нелинейных элементов до такой температуры, что при повторных ударах с той же интенсивностью (в не успевшее остыть устройство) происходит:
− у варисторов - нарушение структуры кристалла (тепловой пробой) или его полное разрушение;
− у металлокерамических газонаполненных разрядников (грозозащитных разрядников) - изменение свойств в результате утечки газов и последующее разрушение керамического корпуса;− у разрядников на основе открытых искровых промежутков -за счет взрывного выброса ионизированных газов во внутреннее пространство распределительного щита могут возникать повреждения изоляции кабелей, клеммных колодок и других элементов электрического шкафа или его внутренней поверхности. На практике известны даже случаи значительной деформации металлических шкафов, сравнимые только с последствиями взрыва ручной гранаты. Важной особенностью при эксплуатации разрядников этого типа в распределительных щитах является также необходимость повышения мер противопожарной безопасности.
По указанным выше причинам все изготовители устройств защиты от перенапряжения рекомендуют осуществлять их регулярный контроль, особенно после каждой сильной грозы. Проверку необходимо осуществлять с помощью специальных тестеров, которые обычно можно заказать у фирм, занимающихся техникой защиты от перенапряжений. Контроль, осуществляемый другими способами, например, визуально или с помощью универсальных измерительных приборов, в этом случае является неэффективным по следующим причинам:
− Варисторное защитное устройство может быть повреждёно, хотя сигнализация о выходе варистора из строя не сработала. Варистор может обладать искажённой вольтамперной характеристикой (более высокая утечка) в области токов до 1 мA (область рабочих токов при рабочем напряжении сети; настоящую область не возможно проверить с помощью обычно применяемых приборов). Проверка осуществляется минимально в 2-х точках характеристики, напр. при 10 и 1000 мкА, с помощью специального источника тока с высоким подъёмом напряжения (1 до 1,5 кВ).
− Металлокерамический газонаполненный (грозовой) разрядник - с помощью визуального контроля можно заметить только поврежденный от взрыва внешний декоративный корпус устройства (или его выводы). Что бы выяснить состояние самого разрядника необходимо разобрать внешний корпус, но даже при таком контроле практически нельзя обнаружить утечку его газового заряда. Контроль напряжения зажигания грозового разрядника с помощью обыкновенных измерительных приборов выполнить очень трудно, он осуществляется при помощи специализированных тестеров.
− Разрядник с открытым искровым промежутком - проверку исправной работы можно осуществить только после его демонтажа и измерения с помощью генератора грозового тока с характеристикой 10/350 мкс по заказу у изготовителя устройств для защиты от импульсных перенапряжений.
2. Защита от токов утечки и короткого замыкания в устройствах защиты от импульсных перенапряжений
Основным принципом работы устройства защиты от импульсных перенапряжений является выравнивание потенциалов между двумя проводниками, одним из которых является фазный (L) проводник, а другим нулевой рабочий (N) или (РЕN) проводник, т.е. устройство включается параллельно нагрузке. При этом, в случае выхода из строя УЗИП (пробой изоляции, пробой или разрушение нелинейного элемента) или невозможности гашения сопровождающего тока (в случае применения искровых разрядников или разрядников скользящего разряда) возможно возникновение режима короткого замыкания между данными проводниками, что может привести к повреждению электроустановки и даже возникновению пожара. Стандартами МЭК предусматривается два обязательных способа защиты электроустановок потребителя 220/380 В от подобного рода ситуаций.
2.1. Устройство теплового отключения в варисторных устройствах защиты от импульсных перенапряжений
Имеющееся в варисторных ограничителях перенапряжений устройство отключения при перегреве (тепловая защита), как правило, срабатывает в результате процесса старения варистора. Суть явления заключается в том, что при длительной эксплуатации, а также в результате воздействий импульсов тока большой амплитуды происходит постепенное разрушение p-n переходов в структуре варистора, что приводит к снижению значения такого важного параметра, как наибольшее длительно допустимое рабочее напряжение защитного устройства (максимальное рабочее напряжение) Uc. Этот параметр определяется для действующего напряжения электрической сети и указывается производителями защитных устройств в паспортных данных и, как правило, непосредственно на корпусе защитного устройства. Для примера: если на корпусе защитного устройства указано значение Uc = 275 В, это обозначает, что устройство будет нормально функционировать в электропитающей сети номиналом 220 В при увеличении действующего напряжения на его клеммах до 275 В включительно (значение взято с достаточным запасом при условии выполнения электроснабжающей организацией требований ГОСТ 13109 «Нормы качества электрической энергии в системах электроснабжения общего назначения»).
В результате «старения» варистора значение Uc снижается и в определенный момент времени может оказаться меньше чем действующее напряжение в сети. Это приведет к возрастанию токов утечки через варистор и быстрому повышению его температуры, что может вызвать деформацию корпуса устройства, проплавление фазными клеммами пластмассы и, в конечном итоге, короткое замыкание на DIN-рейку и даже пожар.
В связи с этим, для применения в электроустановках рекомендуются только те варисторные ограничители перенапряжения, которые имеют в своем составе устройство теплового отключения (терморазмыкатель). Конструкция данного устройства, как правило, очень проста и состоит из подпружиненного контакта, припаянного легкоплавким припоем к одному из выводов варистора, и связанной с ним системы местной сигнализации. В некоторых устройствах дополнительно применяются «сухие» контакты для подключения дистанционной сигнализации о выходе ограничителя перенапряжений из строя, позволяющие с помощью физической линии передавать информацию об этом на пульт диспетчера или на вход какой-либо системы обработки и передачи телеметрических данных. (См. рис. 1).
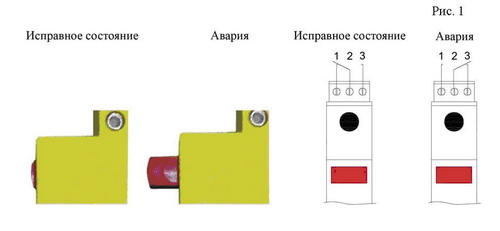
2.2. Применение быстродействующих предохранителей для защиты от токов короткого замыкания
Несколько другая ситуация возникает в случае установившегося длительного превышения действующего напряжения в сети над наибольшим длительно допустимым рабочим напряжением защитного устройства (Uc), определенным ТУ для данного УЗИП. Примером такой ситуации может быть повышение напряжения по вине поставщика электроэнергии или обрыв (отгорание) нулевого проводника при вводе в электроустановку (в трехфазной сети с глухозаземленной нейтралью трансформатора). Как известно, в последнем случае к нагрузке может оказаться приложенным межфазное напряжение 380 В. При этом устройство защиты от импульсных перенапряжений сработает, и через него начнет протекать ток. Величина этого тока будет стремиться к величине тока короткого замыкания (рассчитывается по общеизвестным методикам для каждой точки электроустановки) и может достигать нескольких сотен ампер. Практика показывает, что устройство тепловой защиты не успевает отреагировать в подобных ситуациях из-за инерционности конструкции. Варистор, как правило, разрушается в течение нескольких секунд, после чего режим короткого замыкания также может сохраняться через дугу (по продуктам разрушения и горения варистора). Как же как и в предыдущем случае, возникает вероятность замыкания клемм устройства на корпус шкафа или DIN-рейку при расплавлении пластмассы корпуса и возможность повреждения изоляции проводников в цепях включения защитных устройств. Сказанное выше относится не только к варисторным ограничителям, но и к УЗИП на базе разрядников, которые не имеют в своем составе устройства теплового отключения. На фотографии (рис. 2) показаны последствия подобной ситуации, в результате которой произошел пожар в распределительном щите.

Рис.2 Выход из строя варисторного УЗИП привел к пожару в ГРЩ.
На рисунке 3 показано варисторное УЗИП, которое в результате аварийной ситуации стало источником пожара в щите.
Рис.3
Для того чтобы предотвратить подобные последствия рекомендуется устанавливать последовательно с устройствами защиты от импульсных перенапряжений предохранители с характеристиками срабатывания gG или gL (классификация согласно требованиям стандартов ГОСТ Р 50339. 0-92 ( МЭК 60269-1-86) или VDE 0636 (Германия) соответственно).
Практически все производители устройств защиты от импульсных перенапряжений в своих каталогах приводят требования по номинальному значению и типу характеристики срабатывания предохранителей дополнительной защиты от токов короткого замыкания. Как уже указывалось выше, для этих целей используются предохранители типа gG или gL, предназначенные для защиты проводок и распределительных устройств от перегрузок и коротких замыканий. Они обладают значительно меньшим (на 1-2 порядка) временем срабатывания по сравнению с автоматическими выключателями тех же номиналов. При этом предохранители имеют более высокую стойкость к импульсным токам значительных величин. Практический опыт и данные экспериментальных испытаний показывают, что автоматические выключатели очень часто повреждаются при воздействии импульсных перенапряжений. Известны случаи подгорания контактов или приваривания их друг к другу. И в том и в другом случае автоматический выключатель не сможет в дальнейшем выполнять свои функции.
Возможны различные варианты применения предохранителей и, соответственно, существует ряд особенностей, которые необходимо учитывать еще на этапе проектирования схемы электроснабжения или при изготовлении щитовой продукции. Одна из таких особенностей заключается в том, что в случае, если в качестве защиты от токов короткого замыкания будет использоваться только общая защита (вводные предохранители), то при коротком замыкании в любом УЗИП (первой, второй или третьей ступени) всегда будет обесточиваться вся электроустановка в целом или какая-то ее часть. Применение предохранителей, включенных последовательно с каждым защитным устройством, исключает такую ситуацию. Но при этом встает вопрос подбора предохранителей с точки зрения селективности (очередности) их срабатывания. Решение этого вопроса осуществляется путем применения предохранителей тех типов и номиналов, которые рекомендованы производителем конкретных моделей устройств защиты от перенапряжений.
Пример установки предохранителей F7-F12 приведен на рисунке 4.

Рис.4 Установка защитных устройств в TN-S сеть 220/380 В
ПРИМЕР: При использовании в схеме, приведенной на рисунке 4, разрядников HS55 в первой ступени защиты и варисторных УЗИП PIII280 во второй ступени применение предохранителей F5-F7 и F8-F10 будет обусловлено выбором номинального значения предохранителей F1-F3:
· При значении F1-F3 более 315 А gG, значения F7-F9 и F10-F12 выбираются 315 А gG и 160 А gG соответственно;
· При значении F1-F3 менее 315 А gG, но более 160 А gG, предохранители F7-F9 можно не устанавливать, F10-F12 выбираются - 160 А gG;
· При значении F1-F3 менее 160 А gG, предохранители F7-F12 можно не устанавливать.
Иногда может потребоваться, чтобы в случае возникновения короткого замыкания в защитных устройствах не срабатывал общий предохранитель на вводе электропитающей установки. Для этого необходимо устанавливать в цепи каждого УЗИП предохранители с учетом коэффициента (1,6). Т.е. если предохранитель на входе электроустановки имеет номинальное значение 160 А gG, то предохранитель включенный последовательно с УЗИП должен иметь номинал 100 А gG.
Применение для данных целей автоматических выключателей осложняется причинами, перечисленными выше, а также не соответствием их времятоковых характеристик характеристикам предохранителей.
3. Часто встречающиеся недостатки в конструктивном исполнении устройств защиты от импульсных перенапряжений
Многими фирмами-производителями предлагаются защитные устройства классов I и II, состоящие из базы, предназначенной для установки на DIN-рейку, и сменного модуля с нелинейным элементом (разрядником или варистором) с ножевыми вставными контактами. Такое конструктивное исполнение кажется на вид более выгодным и удобным для заказчика, чем монолитный корпус, в виду возможности более простого осуществления измерения сопротивления изоляции электропроводки (при измерениях повышенными напряжениями этот модуль можно просто изъять). Однако способность сконструированных таким способом контактов пропускать импульсные токи не превышает предел Imax = 25 kA для волны (8/20 мкс) и Iimp = 20 kA для волны (10/350 мкс).
Несмотря на это, некоторые изготовители показывают в рекламных каталогах для таких защитных устройств максимальные разрядные способности величинами до Imax = 100 kA (8/20 мкс) или Iimp = 25 kA (10/350 мкс). К сожалению, это не подтверждается практическими данными. Уже при первом ударе испытательного импульса тока с такой амплитудой произойдут пережоги и разрушение не только ножевых контактов сменного модуля, но также и повреждение контактов клемм в базе. Разрушительное воздействие испытательного импульса тока Imax = 50 kA (8/20 мкс) на механическую часть такой системы и ножевой контакт показано на следующих фотографиях (рис. 5). Очевидно, что после такого воздействия сложным становится, собственно, сам вопрос извлечения вставки из базы, так как их контакты могут привариться друг к другу. Даже если вставку удастся отсоединить от базы, последнюю будет нельзя использовать далее из-за подгоревших контактов, которые приведут к резкому возрастанию переходного сопротивления и, соответственно, уровня защиты данного УЗИП.
Для того чтобы избежать подобных последствий, защитные устройства модульной конструкции необходимо применять только тогда, когда существует гарантия, что ожидаемые импульсные воздействия не превысят указанных выше значений. Это может быть выполнено в случае правильного выбора типов и классов УЗИП для конкретной электроустановки и согласования их параметров между ступенями защиты.
4. Использование УЗИП для защиты вторичных источников питания
Одним из наиболее часто используемых вторичных источников питания является выпрямитель. Следует отметить, что практика установки элементов защиты от перенапряжений (разрядников, варисторов и т.п.) на платах или внутри блоков выпрямителя, является не правильной с нашей точки зрения. Существующий опыт показывает, что эти варисторы как правило рассчитаны на токи 7 – 10 кА (форма импульса 8/20 мкС) и по своим параметрам соответствуют третьему классу защиты согласно ГОСТ Р 51992-2002( МЭК 61643-1-98). Как правило, эксплуатирующие организации считают данный тип защиты достаточным и никаких дополнительных мер для повышения надежности работы оборудования не принимают. Однако, при отсутствии дополнительных внешних устройств защиты от импульсных перенапряжений более высокого класса, а так же при возникновении длительных превышений рабочего напряжения питающей сети в данной ситуации возможно возникновение двух типовых аварийных ситуаций:
a) Токи значительных величин, возникающие при срабатывании установленных внутри модуля варисторов, будут протекать по печатным проводникам плат или проводам внутри блоков выпрямителя по кратчайшему пути к заземляющей клемме стойки. Это может вызвать выгорание печатных проводников на платах и возникновению на параллельных незащищенных цепях наводок, которые в свою очередь приведут к выходу из строя электронных элементов блока выпрямителя. При превышении максимальных импульсных токов, определенных для данного варистора изготовителем, возможно, его возгорание и даже разрушение, что может привести к пожару и механическому повреждению самого выпрямителя (более подробно описано в п.п. 2.1).
b) Несколько другая ситуация возникает в случае длительного установившегося превышения действующего напряжения в сети над максимальным допустимым рабочим напряжением Uc, определенным ТУ для данного варистора (как правило используются варисторы с Uc = 275 В). Подробно данная ситуация была описана выше (см п.п. 2.2). В результате описанного воздействия появляется вероятность возгорания печатных плат и внутренней проводки, а так же возникновения механических повреждений (при взрыве варистора), что подтверждается статистикой организаций, осуществляющих ремонт выпрямителей.
Пример таких повреждений показан на рисунке 6.
Рис.6
С точки зрения решения проблем описанных в пункте (а), наиболее правильным является вариант установки защитных устройств, при котором они размещаются в отдельном защитном щитке или в штатных силовых и распределительных щитах электроустановки объекта. Применение внешних дополнительных устройств защиты позволяет защитить выпрямитель от импульсных перенапряжений величиной в сотни киловольт и соответственно снизить до допустимого (7 – 10 кА) значения величины импульсных токов, которые будут протекать через варисторы, встроенные в выпрямитель, или практически полностью исключить их.
Для защиты оборудования от длительного установившегося превышения действующего напряжения в сети (пункт b) можно использовать устройства контроля напряжения фазы или подобные им (см. рис. 7).
Рис. 7 Подключение устройства контроля фаз РКФ-3/1
[ http://www.energo-montage.ru/pages/top/articles/osobennosti_ekspluatacii_uzip/index_76.html]
Тематики
Синонимы
EN
3.33 устройство защиты от импульсных перенапряжений (surge protection device, SPD): Устройство, предназначенное для подавления кондуктивных перенапряжений и импульсных токов в линиях.
Источник: ГОСТ Р 51317.1.5-2009: Совместимость технических средств электромагнитная. Воздействия электромагнитные большой мощности на системы гражданского назначения. Основные положения оригинал документа
Англо-русский словарь нормативно-технической терминологии > SPD
20 surge offering
устройство защиты от импульсных перенапряжений
УЗИП
Устройство, которое предназначено для ограничения переходных перенапряжений и отвода импульсных токов. Это устройство содержит по крайней мере один нелинейный элемент.
[ ГОСТ Р 51992-2011( МЭК 61643-1: 2005)]
устройство защиты от импульсных разрядов напряжения
Устройство, используемое для ослабления действия импульсных разрядов перенапряжений и сверхтоков ограниченной длительности. Оно может состоять из одного элемента или иметь более сложную конструкцию. Наиболее распространенный тип SPD - газонаполненные разрядники.
(МСЭ-Т K.44, МСЭ-Т K.46, МСЭ-Т K.57,, МСЭ-Т K.65, МСЭ-Т K.66)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]См. также:
- импульсное перенапряжение
-
ГОСТ Р 51992-2011( МЭК 61643-1: 2005)
Устройства защиты от импульсных перенапряжений низковольтные.
Часть 1. Устройства защиты от импульсных перенапряжений в низковольтных силовых распределительных системах.
Технические требования и методы испытаний
КЛАССИФИКАЦИЯ (по ГОСТ Р 51992-2011( МЭК 61643-1: 2005))
-
По числу вводов:
-
По способу выполнения защиты от перенапряжения:
-
По испытаниям УЗИП
-
По местоположению:
- внутренней установки
-
наружной установки.
Примечание - Для УЗИП, изготовленных и классифицируемых исключительно для наружной установки и монтируемых недоступными, вообще не требуется соответствия требованиям относительно защиты от воздействующих факторов внешней среды
-
По доступности:
- доступное
-
недоступное
Примечание - Недоступное означает невозможность доступа без помощи специального инструмента к частям, находящимся под напряжением
-
По способу установки
-
По местоположению разъединителя УЗИП:
- внутренней установки
- наружной установки
- комбинированной (одна часть внутренней установки, другая - наружной установки)
-
По защитным функциям:
- с тепловой защитой
- с защитой от токов утечки
- с защитой от сверхтока.
-
По защите от сверхтока:
- По степени защиты, обеспечиваемой оболочками согласно кодам IP
-
По диапазону температур
-
По системе питания
- переменного тока частотой от 48 до 62 Гц
- постоянного тока
- переменного и постоянного тока;
ВОПРОС: ЧТО ТАКОЕ ТИПЫ И КЛАССЫ УЗИП ?
Согласно классификации ГОСТ, МЭК а также немецкого стандарта DIN, Устройства Защиты от Импульсных Перенапряжений УЗИП делятся на разные категории по методу испытаний и месту установки.
Класс 1 испытаний соответствует Типу 1 и Классу Требований B
Класс 2 испытаний соответствует Типу 2 и Классу Требований C
Класс 3 испытаний соответствует Типу 3 и Классу Требований D
ВОПРОС: ЧЕМ УЗИП ТИП 1 ОТЛИЧАЕТСЯ ОТ УЗИП ТИП 2?
УЗИП тип 1 устанавливаются на вводе в здание при воздушном вводе питания или при наличии системы внешней молниезащиты. УЗИП в схеме включения предназначен для отвода части прямого тока молнии. В соответствии с ГОСТ Р 51992-2002, УЗИП 1-го класса испытаний ( тип 1) испытываются импульсом тока с формой волны 10/350 мкс.
УЗИП тип 2 служат для защиты от наведённых импульсов тока и устанавливаются либо после УЗИП тип 1, либо на вводе в здание при отсутствии вероятности попадания части тока молнии. УЗИП 2 класса испытаний (тип 2) испытываются импульсом тока с формой 8/20 мкс.
ВОПРОС: ГДЕ ПРИМЕНЯЕТСЯ УЗИП ТИПА 3 ?
Устройства для Защиты от Импульсных Перенапряжений Типа 3 предназначены для "тонкой" защиты наиболее ответственного и чувствительного электрооборудования, например медицинской аппаратуры, систем хранения данных и пр. УЗИП Типа 3 необходимо устанавливать не далее 5 метров по кабелю от защищаемого оборудования. Модификации УЗИП Типа 3 могут быть выполнены в виде адаптера сетевой розетки или смонтированы непосредственно в корпусе или на шасси защищаемого прибора. Для бытового применения доступна версия MSB06 скрытого монтажа, за обычной сетевой розеткой.ВОПРОС: ЗАЧЕМ НУЖЕН СОГЛАСУЮЩИЙ ДРОССЕЛЬ?
Для правильного распределения мощности импульса между ступенями защиты ставят линию задержки в виде дросселя индуктивностью 15 мкГн или отрезок кабеля длиной не менее 15 м, имеющего аналогичную индуктивность. В этом случае сначала сработает УЗИП 1-го класса и возьмёт на себя основную энергию импульса, а затем устройство 2-го класса ограничит напряжение до безопасного уровня.ВОПРОС: ЗАЧЕМ СТАВИТЬ УЗИП, ЕСЛИ НА ВВОДЕ УЖЕ СТОИТ АВТОМАТ ЗАЩИТЫ И УЗО?
Вводной автомат (например на 25, 40, 63 А) защищает систему электроснабжения от перегрузки и коротких замыканий со стороны потребителя. Устройство защитного отключения УЗО (например, с током отсечки 30 или 100 мА) защищает человека от случайного поражения электрическим током.
Но ни одно из этих устройств не может защитить электрическую сеть и оборудование от микросекундных импульсов большой мощности. Такую защиту обеспечивает только Устройство Защиты от Импульсных Перенапряжений УЗИП со временем срабатывания в наносекундном диапазоне.ВОПРОС: КАКОЕ УСТРОЙСТВО ЛУЧШЕ ЗАЩИТИТ ОТ ГРОЗЫ: УЗИП ИЛИ ОПН ?
УЗИП - это официальное (ГОСТ) наименование всего класса устройств для защиты от последствий токов молний и импульсных перенапряжений в сетях до 1000 В. В литературе, в публикациях в интернете до сих пор встречаются названия - ОПН (Ограничитель перенапряжения), Разрядник, Молниеразрядник, Грозоразрядник - которые применительно к сетям до 1000 Вольт означают по сути одно устройство - это УЗИП. Для организации эффективной молниезащиты необходимо обращать внимание не на название устройства, а на его характеристики.ВОПРОС: КАК СРАВНИТЬ УЗИП РАЗНЫХ ПРОИЗВОДИТЕЛЕЙ?
Все УЗИП, продаваемые на территории России, должны производиться и испытываться в соответствии с ГОСТ Р 51992-2002( аналог международного стандарта МЭК 61643-1-98). ГОСТ Р 51992-2002 предусматривает наличие у каждого устройства ряда характеристик, которые производитель обязан указать в паспорте и на самом изделии.
Класс испытаний (Тип) 1, 2 или 3
Импульсный ток Iimp (10/350 мкс) для УЗИП 1 класса
Номинальный импульсный ток In (8/20 мкс)
Максимальный импульсный ток Imax (8/20 мкс)
Уровень напряжения защиты Up, измеренный при In
По этим характеристикам и происходит сравнение. Замечание: некоторые производители указывают значения импульсных токов на фазу (модуль), а другие - на устройство в целом. Для сравнения их надо приводить к одному виду.[ http://www.artterm-m.ru/index.php/zashitaseteji1/faquzip]
ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ УСТРОЙСТВ ЗАЩИТЫ ОТИМПУЛЬСНЫХ ПЕРЕНАПРЯЖЕНИЙ В НИЗКОВОЛЬТНЫХ СИЛОВЫХ РАСПРЕДЕЛИТЕЛЬНЫХ СЕТЯХЗОРИЧЕВ А.Л.,
заместитель директора
ЗАО «Хакель Рос»
В предыдущих номерах журнала были изложены теоретические основы применения устройств защиты от импульсных перенапряжений (УЗИП) в низковольтных электрических сетях. При этом отмечалась необходимость отдельного более детального рассмотрения некоторых особенностей эксплуатации УЗИП, а также типовых аварийных ситуаций, которые могут возникнуть при этом.
1. Диагностика устройств защиты от перенапряженияКонструкция и параметры устройств защиты от импульсных перенапряжения постоянно совершенствуются, повышается их надежность, снижаются требования по техническому обслуживанию и контролю. Но, не смотря на это, нельзя оставлять без внимания вероятность их повреждения, особенно при интенсивных грозах, когда может произойти несколько ударов молнии непосредственно в защищаемый объект или вблизи от него во время одной грозы. Устройства защиты, применяемые в низковольтных электрических сетях и в сетях передачи информации подвержены так называемому старению (деградации), т.е. постепенной потере своих способностей ограничивать импульсные перенапряжения. Интенсивнее всего процесс старения протекает при повторяющихся грозовых ударах в течении короткого промежутка времени в несколько секунд или минут, когда амплитуды импульсных токов достигают предельных максимальных параметров I max (8/20 мкс) или I imp (10/350 мкс) для конкретных типов защитных устройств.Повреждение УЗИП происходит следующим образом. Разрядные токи, протекающие при срабатывании защитных устройств, нагревают корпуса их нелинейных элементов до такой температуры, что при повторных ударах с той же интенсивностью (в не успевшее остыть устройство) происходит:
− у варисторов - нарушение структуры кристалла (тепловой пробой) или его полное разрушение;
− у металлокерамических газонаполненных разрядников (грозозащитных разрядников) - изменение свойств в результате утечки газов и последующее разрушение керамического корпуса;− у разрядников на основе открытых искровых промежутков -за счет взрывного выброса ионизированных газов во внутреннее пространство распределительного щита могут возникать повреждения изоляции кабелей, клеммных колодок и других элементов электрического шкафа или его внутренней поверхности. На практике известны даже случаи значительной деформации металлических шкафов, сравнимые только с последствиями взрыва ручной гранаты. Важной особенностью при эксплуатации разрядников этого типа в распределительных щитах является также необходимость повышения мер противопожарной безопасности.
По указанным выше причинам все изготовители устройств защиты от перенапряжения рекомендуют осуществлять их регулярный контроль, особенно после каждой сильной грозы. Проверку необходимо осуществлять с помощью специальных тестеров, которые обычно можно заказать у фирм, занимающихся техникой защиты от перенапряжений. Контроль, осуществляемый другими способами, например, визуально или с помощью универсальных измерительных приборов, в этом случае является неэффективным по следующим причинам:
− Варисторное защитное устройство может быть повреждёно, хотя сигнализация о выходе варистора из строя не сработала. Варистор может обладать искажённой вольтамперной характеристикой (более высокая утечка) в области токов до 1 мA (область рабочих токов при рабочем напряжении сети; настоящую область не возможно проверить с помощью обычно применяемых приборов). Проверка осуществляется минимально в 2-х точках характеристики, напр. при 10 и 1000 мкА, с помощью специального источника тока с высоким подъёмом напряжения (1 до 1,5 кВ).
− Металлокерамический газонаполненный (грозовой) разрядник - с помощью визуального контроля можно заметить только поврежденный от взрыва внешний декоративный корпус устройства (или его выводы). Что бы выяснить состояние самого разрядника необходимо разобрать внешний корпус, но даже при таком контроле практически нельзя обнаружить утечку его газового заряда. Контроль напряжения зажигания грозового разрядника с помощью обыкновенных измерительных приборов выполнить очень трудно, он осуществляется при помощи специализированных тестеров.
− Разрядник с открытым искровым промежутком - проверку исправной работы можно осуществить только после его демонтажа и измерения с помощью генератора грозового тока с характеристикой 10/350 мкс по заказу у изготовителя устройств для защиты от импульсных перенапряжений.
2. Защита от токов утечки и короткого замыкания в устройствах защиты от импульсных перенапряжений
Основным принципом работы устройства защиты от импульсных перенапряжений является выравнивание потенциалов между двумя проводниками, одним из которых является фазный (L) проводник, а другим нулевой рабочий (N) или (РЕN) проводник, т.е. устройство включается параллельно нагрузке. При этом, в случае выхода из строя УЗИП (пробой изоляции, пробой или разрушение нелинейного элемента) или невозможности гашения сопровождающего тока (в случае применения искровых разрядников или разрядников скользящего разряда) возможно возникновение режима короткого замыкания между данными проводниками, что может привести к повреждению электроустановки и даже возникновению пожара. Стандартами МЭК предусматривается два обязательных способа защиты электроустановок потребителя 220/380 В от подобного рода ситуаций.
2.1. Устройство теплового отключения в варисторных устройствах защиты от импульсных перенапряжений
Имеющееся в варисторных ограничителях перенапряжений устройство отключения при перегреве (тепловая защита), как правило, срабатывает в результате процесса старения варистора. Суть явления заключается в том, что при длительной эксплуатации, а также в результате воздействий импульсов тока большой амплитуды происходит постепенное разрушение p-n переходов в структуре варистора, что приводит к снижению значения такого важного параметра, как наибольшее длительно допустимое рабочее напряжение защитного устройства (максимальное рабочее напряжение) Uc. Этот параметр определяется для действующего напряжения электрической сети и указывается производителями защитных устройств в паспортных данных и, как правило, непосредственно на корпусе защитного устройства. Для примера: если на корпусе защитного устройства указано значение Uc = 275 В, это обозначает, что устройство будет нормально функционировать в электропитающей сети номиналом 220 В при увеличении действующего напряжения на его клеммах до 275 В включительно (значение взято с достаточным запасом при условии выполнения электроснабжающей организацией требований ГОСТ 13109 «Нормы качества электрической энергии в системах электроснабжения общего назначения»).
В результате «старения» варистора значение Uc снижается и в определенный момент времени может оказаться меньше чем действующее напряжение в сети. Это приведет к возрастанию токов утечки через варистор и быстрому повышению его температуры, что может вызвать деформацию корпуса устройства, проплавление фазными клеммами пластмассы и, в конечном итоге, короткое замыкание на DIN-рейку и даже пожар.
В связи с этим, для применения в электроустановках рекомендуются только те варисторные ограничители перенапряжения, которые имеют в своем составе устройство теплового отключения (терморазмыкатель). Конструкция данного устройства, как правило, очень проста и состоит из подпружиненного контакта, припаянного легкоплавким припоем к одному из выводов варистора, и связанной с ним системы местной сигнализации. В некоторых устройствах дополнительно применяются «сухие» контакты для подключения дистанционной сигнализации о выходе ограничителя перенапряжений из строя, позволяющие с помощью физической линии передавать информацию об этом на пульт диспетчера или на вход какой-либо системы обработки и передачи телеметрических данных. (См. рис. 1).
2.2. Применение быстродействующих предохранителей для защиты от токов короткого замыкания
Несколько другая ситуация возникает в случае установившегося длительного превышения действующего напряжения в сети над наибольшим длительно допустимым рабочим напряжением защитного устройства (Uc), определенным ТУ для данного УЗИП. Примером такой ситуации может быть повышение напряжения по вине поставщика электроэнергии или обрыв (отгорание) нулевого проводника при вводе в электроустановку (в трехфазной сети с глухозаземленной нейтралью трансформатора). Как известно, в последнем случае к нагрузке может оказаться приложенным межфазное напряжение 380 В. При этом устройство защиты от импульсных перенапряжений сработает, и через него начнет протекать ток. Величина этого тока будет стремиться к величине тока короткого замыкания (рассчитывается по общеизвестным методикам для каждой точки электроустановки) и может достигать нескольких сотен ампер. Практика показывает, что устройство тепловой защиты не успевает отреагировать в подобных ситуациях из-за инерционности конструкции. Варистор, как правило, разрушается в течение нескольких секунд, после чего режим короткого замыкания также может сохраняться через дугу (по продуктам разрушения и горения варистора). Как же как и в предыдущем случае, возникает вероятность замыкания клемм устройства на корпус шкафа или DIN-рейку при расплавлении пластмассы корпуса и возможность повреждения изоляции проводников в цепях включения защитных устройств. Сказанное выше относится не только к варисторным ограничителям, но и к УЗИП на базе разрядников, которые не имеют в своем составе устройства теплового отключения. На фотографии (рис. 2) показаны последствия подобной ситуации, в результате которой произошел пожар в распределительном щите.
Рис.2 Выход из строя варисторного УЗИП привел к пожару в ГРЩ.
На рисунке 3 показано варисторное УЗИП, которое в результате аварийной ситуации стало источником пожара в щите.
Рис.3
Для того чтобы предотвратить подобные последствия рекомендуется устанавливать последовательно с устройствами защиты от импульсных перенапряжений предохранители с характеристиками срабатывания gG или gL (классификация согласно требованиям стандартов ГОСТ Р 50339. 0-92 ( МЭК 60269-1-86) или VDE 0636 (Германия) соответственно).
Практически все производители устройств защиты от импульсных перенапряжений в своих каталогах приводят требования по номинальному значению и типу характеристики срабатывания предохранителей дополнительной защиты от токов короткого замыкания. Как уже указывалось выше, для этих целей используются предохранители типа gG или gL, предназначенные для защиты проводок и распределительных устройств от перегрузок и коротких замыканий. Они обладают значительно меньшим (на 1-2 порядка) временем срабатывания по сравнению с автоматическими выключателями тех же номиналов. При этом предохранители имеют более высокую стойкость к импульсным токам значительных величин. Практический опыт и данные экспериментальных испытаний показывают, что автоматические выключатели очень часто повреждаются при воздействии импульсных перенапряжений. Известны случаи подгорания контактов или приваривания их друг к другу. И в том и в другом случае автоматический выключатель не сможет в дальнейшем выполнять свои функции.
Возможны различные варианты применения предохранителей и, соответственно, существует ряд особенностей, которые необходимо учитывать еще на этапе проектирования схемы электроснабжения или при изготовлении щитовой продукции. Одна из таких особенностей заключается в том, что в случае, если в качестве защиты от токов короткого замыкания будет использоваться только общая защита (вводные предохранители), то при коротком замыкании в любом УЗИП (первой, второй или третьей ступени) всегда будет обесточиваться вся электроустановка в целом или какая-то ее часть. Применение предохранителей, включенных последовательно с каждым защитным устройством, исключает такую ситуацию. Но при этом встает вопрос подбора предохранителей с точки зрения селективности (очередности) их срабатывания. Решение этого вопроса осуществляется путем применения предохранителей тех типов и номиналов, которые рекомендованы производителем конкретных моделей устройств защиты от перенапряжений.
Пример установки предохранителей F7-F12 приведен на рисунке 4.
Рис.4 Установка защитных устройств в TN-S сеть 220/380 В
ПРИМЕР: При использовании в схеме, приведенной на рисунке 4, разрядников HS55 в первой ступени защиты и варисторных УЗИП PIII280 во второй ступени применение предохранителей F5-F7 и F8-F10 будет обусловлено выбором номинального значения предохранителей F1-F3:
· При значении F1-F3 более 315 А gG, значения F7-F9 и F10-F12 выбираются 315 А gG и 160 А gG соответственно;
· При значении F1-F3 менее 315 А gG, но более 160 А gG, предохранители F7-F9 можно не устанавливать, F10-F12 выбираются - 160 А gG;
· При значении F1-F3 менее 160 А gG, предохранители F7-F12 можно не устанавливать.
Иногда может потребоваться, чтобы в случае возникновения короткого замыкания в защитных устройствах не срабатывал общий предохранитель на вводе электропитающей установки. Для этого необходимо устанавливать в цепи каждого УЗИП предохранители с учетом коэффициента (1,6). Т.е. если предохранитель на входе электроустановки имеет номинальное значение 160 А gG, то предохранитель включенный последовательно с УЗИП должен иметь номинал 100 А gG.
Применение для данных целей автоматических выключателей осложняется причинами, перечисленными выше, а также не соответствием их времятоковых характеристик характеристикам предохранителей.
3. Часто встречающиеся недостатки в конструктивном исполнении устройств защиты от импульсных перенапряжений
Многими фирмами-производителями предлагаются защитные устройства классов I и II, состоящие из базы, предназначенной для установки на DIN-рейку, и сменного модуля с нелинейным элементом (разрядником или варистором) с ножевыми вставными контактами. Такое конструктивное исполнение кажется на вид более выгодным и удобным для заказчика, чем монолитный корпус, в виду возможности более простого осуществления измерения сопротивления изоляции электропроводки (при измерениях повышенными напряжениями этот модуль можно просто изъять). Однако способность сконструированных таким способом контактов пропускать импульсные токи не превышает предел Imax = 25 kA для волны (8/20 мкс) и Iimp = 20 kA для волны (10/350 мкс).
Несмотря на это, некоторые изготовители показывают в рекламных каталогах для таких защитных устройств максимальные разрядные способности величинами до Imax = 100 kA (8/20 мкс) или Iimp = 25 kA (10/350 мкс). К сожалению, это не подтверждается практическими данными. Уже при первом ударе испытательного импульса тока с такой амплитудой произойдут пережоги и разрушение не только ножевых контактов сменного модуля, но также и повреждение контактов клемм в базе. Разрушительное воздействие испытательного импульса тока Imax = 50 kA (8/20 мкс) на механическую часть такой системы и ножевой контакт показано на следующих фотографиях (рис. 5). Очевидно, что после такого воздействия сложным становится, собственно, сам вопрос извлечения вставки из базы, так как их контакты могут привариться друг к другу. Даже если вставку удастся отсоединить от базы, последнюю будет нельзя использовать далее из-за подгоревших контактов, которые приведут к резкому возрастанию переходного сопротивления и, соответственно, уровня защиты данного УЗИП.
Для того чтобы избежать подобных последствий, защитные устройства модульной конструкции необходимо применять только тогда, когда существует гарантия, что ожидаемые импульсные воздействия не превысят указанных выше значений. Это может быть выполнено в случае правильного выбора типов и классов УЗИП для конкретной электроустановки и согласования их параметров между ступенями защиты.
4. Использование УЗИП для защиты вторичных источников питания
Одним из наиболее часто используемых вторичных источников питания является выпрямитель. Следует отметить, что практика установки элементов защиты от перенапряжений (разрядников, варисторов и т.п.) на платах или внутри блоков выпрямителя, является не правильной с нашей точки зрения. Существующий опыт показывает, что эти варисторы как правило рассчитаны на токи 7 – 10 кА (форма импульса 8/20 мкС) и по своим параметрам соответствуют третьему классу защиты согласно ГОСТ Р 51992-2002( МЭК 61643-1-98). Как правило, эксплуатирующие организации считают данный тип защиты достаточным и никаких дополнительных мер для повышения надежности работы оборудования не принимают. Однако, при отсутствии дополнительных внешних устройств защиты от импульсных перенапряжений более высокого класса, а так же при возникновении длительных превышений рабочего напряжения питающей сети в данной ситуации возможно возникновение двух типовых аварийных ситуаций:
a) Токи значительных величин, возникающие при срабатывании установленных внутри модуля варисторов, будут протекать по печатным проводникам плат или проводам внутри блоков выпрямителя по кратчайшему пути к заземляющей клемме стойки. Это может вызвать выгорание печатных проводников на платах и возникновению на параллельных незащищенных цепях наводок, которые в свою очередь приведут к выходу из строя электронных элементов блока выпрямителя. При превышении максимальных импульсных токов, определенных для данного варистора изготовителем, возможно, его возгорание и даже разрушение, что может привести к пожару и механическому повреждению самого выпрямителя (более подробно описано в п.п. 2.1).
b) Несколько другая ситуация возникает в случае длительного установившегося превышения действующего напряжения в сети над максимальным допустимым рабочим напряжением Uc, определенным ТУ для данного варистора (как правило используются варисторы с Uc = 275 В). Подробно данная ситуация была описана выше (см п.п. 2.2). В результате описанного воздействия появляется вероятность возгорания печатных плат и внутренней проводки, а так же возникновения механических повреждений (при взрыве варистора), что подтверждается статистикой организаций, осуществляющих ремонт выпрямителей.
Пример таких повреждений показан на рисунке 6.
Рис.6
С точки зрения решения проблем описанных в пункте (а), наиболее правильным является вариант установки защитных устройств, при котором они размещаются в отдельном защитном щитке или в штатных силовых и распределительных щитах электроустановки объекта. Применение внешних дополнительных устройств защиты позволяет защитить выпрямитель от импульсных перенапряжений величиной в сотни киловольт и соответственно снизить до допустимого (7 – 10 кА) значения величины импульсных токов, которые будут протекать через варисторы, встроенные в выпрямитель, или практически полностью исключить их.
Для защиты оборудования от длительного установившегося превышения действующего напряжения в сети (пункт b) можно использовать устройства контроля напряжения фазы или подобные им (см. рис. 7).
Рис. 7 Подключение устройства контроля фаз РКФ-3/1
[ http://www.energo-montage.ru/pages/top/articles/osobennosti_ekspluatacii_uzip/index_76.html]
Тематики
Синонимы
EN
Англо-русский словарь нормативно-технической терминологии > surge offering
См. также в других словарях:
для этого — на этот предмет, для этого случая, на сей конец, с этой целью, для этой цели, на сей предмет, на этот случай Словарь русских синонимов. для этого предл, кол во синонимов: 8 • для этого случая (4) … Словарь синонимов
для этого случая — предл, кол во синонимов: 4 • для этого (8) • для этой цели (4) • на этот случай (6) … Словарь синонимов
для этой цели — предл, кол во синонимов: 4 • для этого (8) • для этого случая (4) • на этот предмет … Словарь синонимов
для итого — с этой целью, для этой цели, на этот случай, для этого случая; на сей конец (устар.); на этот (или сей) предмет (устар., теперь шутл.) Словарь синонимов русского языка. Практический справочник. М.: Русский язык. З. Е. Александрова. 2011 … Словарь синонимов
для (чего) — ▲ в качестве ↑ фактор для (предлог. # изменения. # содействия). для этого. в интересах чего (предлог). в расчете на. в расчете , что. затем что. зачем то. ▼ с целью ↓ средство, алгоритм … Идеографический словарь русского языка
Для тех, кто свалился с Луны — Студийный альбом «Алисы» Да … Википедия
Для пользы дела — Жанр: рассказ Автор: Александр Солженицын Язык оригинала: русский Год написания: 1963 Публикация: 1963, «Новый мир» … Википедия
Этого не может быть, потому что этого не может быть никогда — Из рассказа «Письмо к ученому соседу» Антона Павловича Чехова (1860 1904). Автор этого письма «Войска Донского отставной урядник из дворян» Василий Семи Булатов пишет своему соседу: «Вы сочинили и напечатали в своем умном соченении, как сказал… … Словарь крылатых слов и выражений
Этого не может быть — Этого не может быть … Википедия
Этого не может быть (мультфильм) — Этого не может быть Тип мультфильма рисованный Режиссёр Юрий Бутырин Автор сценария Сергей Шац Роли озвучивали Всеволод Абдулов … Википедия
Для миллионов — Студийный альбом «Ленинград» Дата выпуска 21 октября 2003 Жанр … Википедия
 18+© Академик, 2000-2024
18+© Академик, 2000-2024- Обратная связь: Техподдержка, Реклама на сайте
Экспорт словарей на сайты, сделанные на PHP, Joomla, Drupal, WordPress, MODx.
Перевод: с английского на все языки
со всех языков на английский- Со всех языков на:
- Английский
- С английского на:
- Русский